
By Steve Meyer || Programmable automation controllers (PACs) are largely architected as traditional programmable logic controllers (PLCs) to reliably execute control programs. The major difference (from an electronics standpoint) is how PACs have a high-bandwidth backplane that:
- Allows integration of different architectures
- Allows additional processors to augment the functionality of the primary PAC.
While there’s some software burden in the main PAC controller to manage external intelligent peripherals, the main objective is to add leading devices to the system architecture when the application needs control functionalities that are outside the main processor’s capabilities.
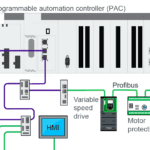
The simplest add-on scenario is a remote I/O rack using standard offerings implemented with multi-megahertz Ethernet as the communications interface. This setup needs an Ethernet Gateway module in the local rack with the main controller to support the Ethernet link to the remote I/O rack. The speed of the Ethernet updates faster than older PLC backplanes. That said, in a PAC with high bandwidth, data rates aren’t a problem.
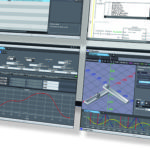
Special cases of testing and machine vision
Advanced test systems needing high-speed data acquisition often include special timing and triggering functions on their PXI backplanes. Adding a PXI bridge module (or PCI, compact PCI, or VME) to the PAC controller makes the technology available in other bus architectures accessible to the PAC controller environment.
PLC-based motion control has unique limitations aren’t present with PACs. PLC modules for single-axis motion control exist but tend to have low encoder frequency rates — and that limits performance. This accommodates setups where the single axis is managed by the main processor or primitive sub-processor in the motion module and interfaces with the main processor over the PLC backplane.
Because PACs handle much higher bandwidth on the backplane, in motion applications they share key motion data with separate motion modules — and that boosts performance. Some PLCs limit how fast the position register can update, which in turn limits the machine’s final throughput. High-bandwidth backplanes eliminate these limitations to give engineers more powerful motion modules … so depending on the processing core, the motion module may be capable of complex axis-to-axis coordination as on machine tools or robots.
Most vision systems still use stand-alone controllers due to their high processing burden and speed demands. Even so, PAC suppliers continue to expand the repertoire of control capabilities by offering high-speed communications bridges to other subsystems. So machine-area networks with high-speed vision systems can be extremely demanding — and yet the high-speed communications supported by PACs are an industry-accepted solution.



Leave a Reply
You must be logged in to post a comment.