
by Hurley Gill, Senior Systems/Application Engineer, Kollmorgen
What you need to know about simplifying your machine design approach for optimal servomotor control.
An often-asked question from industrial machine builders or integrators is how can they effectively design or implement the conversion of a machine with servo technology to meet performance expectations. This is a specialized task filled with layers of complexity that can prove difficult to execute, even when the scope of work is fully understood. Available technologies present possible engineering variations and unique operating processes. Then if there is a misunderstanding or knowledge gap, for any given process on the work to be performed, the possibilities expand exponentially and create further complexity with added risk.
When considering a machine design there are clearly many factors to address in the planning phase. Reviewing all the possible situations to reduce risk of failure as well as working through different combinations and scenarios are a demanding set of tasks. So it’s essential to build a baseline knowledge of machine functions and each of its axes, relative to the overall operating process and work to be performed. Start by developing a thorough understanding of the process to complete the machine’s function, the full picture encompassing the ins and outs, as well as identifying any variables and trade-offs, and recognize there likely will be some unknowns. This also extends to the advantages and disadvantages of available motion technologies considered and applied to each axis of the machine. Acquiring as much in-depth comprehension upfront will alleviate potential issues downstream and enhance the opportunity for successful execution.
Closer review of technologies and varying degrees of performance
What is considered high technology performance for one manufacturing process is not necessarily high performance for another. It is natural for the machine builder to deploy technologies they have experience with. However, new challenges often entail the use of newer technologies. When a retrofit or a new machine design requires closed-loop (servo) motion control technologies, there are often misconceptions involved. For example, misconceptions often occur between what was required for a machine’s optimization using previous technologies and what is now required for a machine’s optimized performance. Proper deployment of closed-loop motion control technologies requires balancing its capabilities, trade-offs and factors that what will enhance the new machine’s performance.
Previous technologies may include hydraulic actuators, variable speed motors, pneumatics or any number of the typical open-loop, ON-OFF control and in some cases, semi or pseudo closed-loop technologies. Even newer closed-loop control concepts must be considered or balanced with older concepts to reduce risk. For example, it may be an enhancement to control all of a machine’s axes by a virtual master axis. However, if one axis is essentially driven by two or more motors (hard coupled or pseudo coupled mechanically by the mechanism/load), the additional latency of one motor’s drive talking to another through the virtual master’s control, rather than directly to each other, will increase risk as a function of the machine’s operating speed.
In general, any process that is to be sped-up or to run at a faster rate requires a machine with the capability of faster response times than its previous design to maintain quality. In other words, the machine must have the capability to move and act on the product at a faster rate and to respond to all commands and disturbances within the limit of the product and process itself. Often an actual process time is fixed and cannot be increased under an existing technology, leaving only product transfer times as the available time to be sped-up. In turn, this increases specific axis’ peak horsepower (hp) requirements during acceleration/deceleration times from its baseline by the product of the increased ratio: speed and torque (a 15% increase of each, speed and torque, during peak requirements is a 32.25% hp increase). Many of the issues involved, when converting a process machine from some form of open-loop, ON-OFF (bang-bang) control or pseudo closed-loop control method to a closed-loop servomotor controlled machine, may not be particularly intuitive to a first-time servo machine designer.
Some of the most identifiable issues include:
Inertia:Inertia was not a concern or even a consideration in the past for some specific axes of a machine design. For some other axes, an optimal machine required a high system inertia (load and actuator) to dampen any disturbance from being seen by the product. We want to use a high performance servo to increase speed and thus productivity, with the same or improved quality. This requires axes with higher BW (bandwidth) capability than most previous designs in order to sense commands, product changes and disturbances, such that we can respond to errors and make appropriate corrections quickly and easily. This requires a lower system inertia. This is especially true of processes requiring point-to-point moves or on-the-fly corrections for continuous or pseudo-continuous processes. Production energy costs are also often reduced by the higher levels of production efficiency.
Mechanical Advantage by Gears: Another issue with previously designed machines is backlash within an axis’s mechanism. Often this type of axis movement was only mildly considered a potential process issue. The reason is because the unidirectional driven advantaged mechanism driving against the load stays on one side of the mechanism’s backlash. However, with the constant velocity correction of a servomotor, the full ± displacement is repeatedly seen.
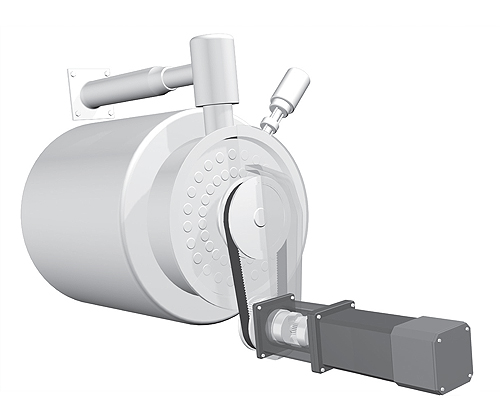
Mechanical Advantage by Timing Belt: For many previously designed machines (especially uni-directionally driven), the amount of compliance produced by a belt is typically not a major concern in regards to the process, as long as it’s sized large enough so that it doesn’t break. However, with the constant velocity correction of a servomotor, the full ± displacement of the belt’s compliance can be repeatedly seen. The typical doubling of the belt’s width (as calculated for a unidirectional mechanism) to reduce compliance may make the belt too wide. In this case, the designer may need to use as much width as the available space will allow and if possible, further reduce belt compliance (i.e. increase rigidity) by selecting a stronger or thicker style belt. However, take note that a thicker belt reduces compliance (desirable), but lowers natural resonance frequency (undesirable) – depending on where the frequency is within the control system’s spectrum. Another issue is that a larger belt will have a greater side load that must be considered in the design, which could affect bearings, tensioners, pulleys, and motors.
For many designers, these new issues can be challenging. This is because what worked for a host of different open-loop, ON-OFF control and pseudo closed-loop control technologies is now a potential hindrance against the new machine design. Thus this new design may need additional effort from the mechatronic designers with typical disciplines in mechanical, electrical, electronic, control, process and programming fields in order to simplify and achieve the goals of risk management, optimal performance and reduced development time.

Minimize Potential Process Issues
Typically, when using a servo system, designers will need to enhance the bandwidth response capability for each axis of the new machine. To accomplish the task, we must consider a number of variables. They include frictional loads and any external loading (gravity or otherwise), the inertia between the load reflected back to the motor for a practical controllable solution within the process required tolerances, and also the backlash and compliance of each axis. For a typical servo mechanism, it’s desirable to have a rigid-style coupling to minimize compliance.
For many direct-drive axes, the steel’s compliance between the motor and load can be a limiting factor and can affect the bandwidth of the servo control loops. Even a machine’s frame compliance can become a major player against axis bandwidth capability, motion stability and controllability, where with previous technologies it may not have been of any concern. For example, to achieve the best possible axis bandwidth capability, controllability and minimal risk of any issues for direct-drive cartridge motors, it’s important to design the driven shaft (if applicable) with an outside dimension as large as possible for as long as possible, with an overall shaft length as short as possible.
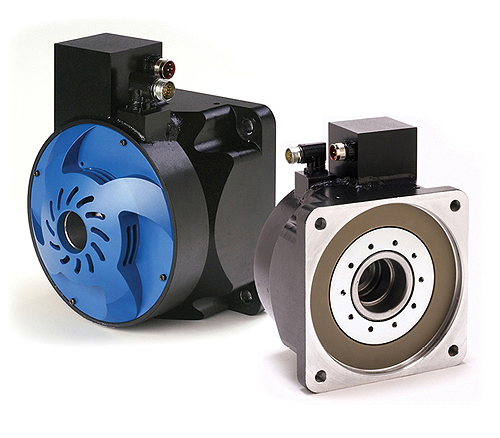
Direct-drive cartridge motors use a machine’s bearings to support the rotor of a full-frame motor for ease of installation, and can often eliminate the need for a mechanical advantaged mechanism, such as gearheads or pulleys and belts, like other direct-drive motor designs.
After the basic process and machines functions are understood, we can begin asking questions to determine direction and possible solutions for the work to be performed by each axis. The following set of questions are not meant to be all inclusive, but rather a strong start to simplifying the design approach for each axis.
AXIS QUESTIONS:
1. Does the axis in question require point-to-point moves (typical Position Mode operation)?
a. Reduce load inertia and mechanism inertia as much as possible. For example, use aluminum over steel if possible, and/or remove unnecessary metal from components, especially at the larger diameters where not otherwise needed. Remember, the moment of inertia of a rotating component about its center axis goes up by its diameter to the 4th power.
b. Reduce friction as much as possible; bearings versus bushings, ball screw versus acme style screw, etc.
c. Reduce mechanism compliance as much as possible (use the knee of the cost curve versus capability, when applicable).
d. Reduce, minimize or eliminate mechanism backlash as much as possible; belt versus gearhead, versus direct-drive, and so on.
e. Reduce the number of moving bodies between the load and motor and make the mechanism’s drive train as rigid as possible. For example, a rack and pinion mechanism must be locked together such that the rack/pinion does not rise up on its teeth during a high-speed acceleration or deceleration.
f. Use a rigid (compression style, for example) or equivalent coupling when applicable for the mechanism, reducing potential for mechanical wind-up and otherwise, relatively large coupling inertia.
g. For indexing applications (especially high speed), increase feedback resolution to maximum (knee of the cost versus capability curve).
2. Does the axis in question require a continuous operating velocity (typical Velocity Mode operation)?
a. One must consider velocity tolerances long term versus short term, if applicable:
i. If very short-term tolerance is more critical/dominant (smaller short term Δ tolerance required per some time unit), then a higher than normally desirable load inertia may still be more suitable. (Process needs to be understood and for a specific process it could go either way: minimized load inertia (with maximum feedback resolution) versus a purposely designed larger load inertia (to dampen short-term response) – hard to make a judgment call without specific process information).
ii. If long-term tolerance is dominant (tight long term Δ tolerance required per some time unit), then typically it’s best to maximize feedback resolution, reduce load and mechanism inertia, allowing servo to maintain best control with highest bandwidth.
iii. If the process requires best of both worlds: reduce load inertia and mechanism inertia, and increase feedback resolution to maximum available (use knee of the cost curve versus capability).
b. When applicable:
i. Reduce load inertia and mechanism inertia as much as possible to increase bandwidth capability.
ii. Reduce friction as much as possible.
iii. Reduce stiction as much as possible, especially for low speed process applications.
iv. Eliminate mechanism backlash.
v. Reduce mechanism compliance as much as possible, use a rigid (compression style, for example) or equivalent coupling when applicable for the mechanism, and minimize the number of moving bodies between the load and motor.
c. Increase feedback resolution to maximum (knee of the cost curve versus capability).
d. Controls: if possible run drive in a position mode for the appropriate time and displacement range (typically a better constant velocity tolerance can be achieved at the servomotor when run inside a position loop).
3. Does the axis in question require a continuous force be applied against some load (typically Torque Mode)?
a. Reduce friction as much as possible because stiction can easily become an issue.
b. If an external force is applied for some time in a locked-rotor state, motor must be sized accordingly. This is not a typical servo application. (Many, if not most,servomotors are rated at a low RPM(stalled rotor state), with just enough speed
to insure even heat distribution.) Contact motor manufacturer when applicable.
4. Does the axis in question require extremely low speed (<=1 rpm)?
a. Reduce friction and stiction, as much as possible; stiction can easily become an issue.
b. Eliminate mechanism backlash.
c. Reduce mechanism compliance as much as possible, use a rigid or equivalent coupling when applicable for the mechanism and minimize the number of moving bodies between the load and motor.
d. Increase feedback resolution to maximum or at minimum, use knee of the cost curve versus higher resolution capability.
e. Control; if it’s a velocity application versus positioning then, if possible, run drive in a position mode for the appropriate time and displacement range (typically a better constant velocity tolerance can be achieved at the servomotor when run inside a position-loop).
5 Is the specific axis in question vertical?
a. Use a failsafe brake (internal to the motor or external axis brake) or counterbalance load.
b. If a failsafe brake is used, ensure its physical engagement and dis-engagement is timed with the drive commands with proper delays for the subject brake’s engagement and disengagement.
c. If counterbalancing load, take into consideration the additional load inertia and its effect on acceleration and deceleration torque requirements.
d. If counterbalancing load, there are typically trade-offs due to actual process cycle times, resulting in only a percentage of the load being counterbalanced.
e. For partially unbalanced loads, use a current offset when applicable to offset the imbalanced load and to minimize control-loop integration requirements (typically reduces phase shift and lowers risk).
f. Ensure proposed control method(s) can achieve safety protocols and any other specific requirements.
Summary of the design approach for each axis
To enhance the bandwidth response capability and controllability of any servomotor controlled axis, a combination of factors must be considered in relation to the machine function, chosen process and work to be performed by each subject axis. Factors to consider include friction and stiction, external loading, backlash and compliance, load and mechanism inertia at the motor, feedback resolution and finally, when applicable, the motor’s drive, PWM/SVM and update rates. Furthermore, the total number of moving bodies between the load and motor along with the natural frequencies of the design may also need to be considered as the mechatronic design is finalized.
You can’t reasonably apply cost reductions to a machine whose manufacturing process doesn’t yet work. This is why the needs of the chosen operating process should take decision priority over the machines’ initial performance trade-offs and cost reductions. It’s often best, for the initial machine build, to design for the highest capability at the lowest cost. If the new machine meets the production requirements using the knee of the cost curve for its components, there may still be room for some cost reductions. On the other hand, if any specific component of the machine requires additional capability, the additional cost can be more easily justified.
ADDITIONAL QUESTIONS AND CONSIDERATIONS:
The next set of questions and considerations may further apply to the specific axis defined in the prior listing above with the goal to further narrow down the new design, axis by axis.
1. Is the machine to be capable of running more than one product?
a. Physical envelope must be defined as a function of the range of products.
b. Highest rates (smallest products)typically set worse case motion profiles for maximum production rates.
c. What is the desired production rate/goal: feet/minute, parts per minute, and so on?
i. Sets maximum operation velocities/speeds: continuous or for a specific motion profile.
d. What are the required process tolerances for the specific axis and job at hand?
i. Sets minimum feedback resolution and accuracy requirements through the mechanism to the product or the physical need
for a second feedback device (start with the knee of the cost vs. capability curve).
2 Are there any process advantages if backlash or compliance are minimized beyond the knee of the cost versus capability curve?
Sets cost/price justification for additional capability and/or reliability, if necessary.
3 Are there specific conditions for starting or stopping, maintenance, and/or safety that must be met?
a. Critical/dominant requirements/specifications can determine final motor and drive sizing, and control architecture. For example, does the axis need to hold its present location in the event a communication cable gets cut between the machine controller and servo drive?
i. If so, the servo drive likely needs to control the subject servo axis position-loop versus the servo drive being sent a torque/velocity command from a separate/external controller.
Kollmorgen
www.kollmorgen.com
Leave a Reply
You must be logged in to post a comment.