
Designers can double manufacturing productivity in all kinds of applications with the simple addition of adaptive vibration control. Some such systems operate at the drive level to get the fastest possible corrections.
By Bipin Sen, Senior Business Development Engineer, Bosch Rexroth
Increasing the speed of a packaging line, machine tool or pick-and-place operation may seem like an easy way to boost throughput—until unwanted vibration makes operators slow the line to avoid damaging the machine or product. Here, liquids can oscillate inside moving packages, and objects can vibrate or sway during transport by a machine tool or robot arm. In fact, with modern materials and mechanical engineering concepts, the inherent speed of a machine’s movement isn’t usually the limiting factor. Instead, it’s the time the product or machine needs to settle or stabilize after a move.
Now, there’s a way to boost productivity by controlling unwanted oscillations and vibrations with adaptive motion-control systems. These reduce oscillations in myriad applications…to increase process throughput by up to 50%.
To illustrate, with a machine tool or robot arm, object movement can induce vibration. Shaking can also originate from the machine—as a low-frequency hum or ringing inherent in mechanical systems. The problem is that long transient times to dampen oscillations ding productivity. Any remaining oscillations limit output quality and dimensional accuracy—a particularly dire problem in wafer handling, certain pick-and-place applications, printing and converting operations, and CNC jobs.
One answer is to use a specially equipped smart drive that can track frequencies when a mechanical system resonates. Then the drive introduces damping and avoiding functions to reduce resonance. Besides increasing throughput and output-part quality, this also reduces mechanical machine stress.
Adaptive application: Controlling slosh
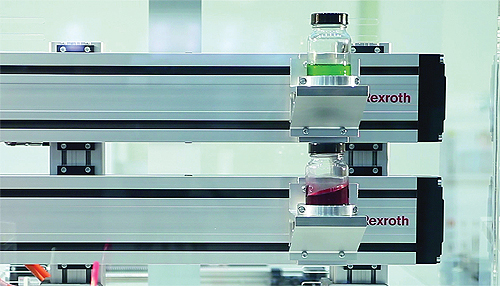
Consider a common problem in the food-and-beverage industry: Acceleration or deceleration of fluid-filled packages or bottles in handling tasks can make the liquid slosh. Sloshing complicates folding, filling, sealing and measuring processes. Plus it forces bottlers to design more reserve space in containers; more wait time for the contents to settle; and extra distance on conveyors for package movement.
Here, machine builders can use equipped smart drives instead of traditional servodrives to control package movement. These smart drives’ adaptive function minimizes slosh to let bottlers reduce reserve container space, in turn reducing container height. That reduces the amount and expense of packaging material. Plus, more stability in the fluid meniscus lets bottlers use optical level sensors for feedback.
Anti-slosh technology shortens stabilization times, which reduces the transient time to let contents settle. The result is faster filling and sealing for shorter machine-cycle times. Applications where slosh prevention is particularly beneficial include packaging lines for beverages, pharmaceuticals, oils and chemicals. Packaging lines that implement anti-slosh motion control typically see a 10% to 50% increase in throughput.
Adaptive application: Controlling sway
When a crane or gantry robot accelerates or decelerates trolleys or robot carriages with a load suspended from a cable or arm, that load will sway. The vacillations make it difficult to position the load over the target area, as the load becomes a pendulum. That in turn slows operations, requiring operators to delay processes or rely on compensating motion until the load settles. Applications where sway is a problem are pick-and-place operations, material transfer and warehouses, and assembly lines.

Motion-control systems that dampen sway can help in three different ways:
1. They speed up crane operations and boost positioning accuracy, which improves productivity by 20 to 40%, which (in some machines) increases possible picks per minute from 30 to 45.
2. They let end-effectors engage and disengage products more rapidly.
3. They adapt to mechanics and load changes to minimize stress on the product and machine mechanics, bearings and frames. That lets machine builders use smaller motors for a given job, which reduces energy consumption.

The different forms of oscillations, slosh and sway
Vibrations or oscillations are simply motions that repeat over a period of time. Controlling slosh, vibration and sway relies on the manipulation of wave physics. Oscillating waves in industrial machinery typically take the form of asymmetrical sinusoidal waves that vary in amplitude and frequency.
Oscillations fall into two categories:
• Free vibrations, in which objects (like a tuning fork) vibrate on their own after an initial disturbance to the system.
• Forced vibrations, in which objects (like an out of balance washing machine) vibrate when an external force disturbs the system.
Oscillations that occur as smooth sinusoidal harmonic waves can be further classified as linear vibrations (which are typically observed in small-amplitude vibrations of flexible shafts and long, slender objects) and as nonlinear vibrations that take the form of distorted sinusoidal waves propagated by interactions between objects a machine manipulates and the machine’s own internal resonance. Machine resonance takes the form of a white-noise hum between 5 to 40 Hz.
Wave-physics complexity can make traditional methods of controlling oscillations ineffective. For example, adding stiffness or mass to increase machine bulk helps reduce vibration, but it’s costly and can’t completely eliminate machine resonance caused by servodrives. Increasing time to let contents or objects settle is another tactic to let wave energy disperse, but wastes time.
Another approach is to use traditional controls to minimize vibrations. These work by smoothing motion with jerk-limitation or S-curve motion-control profiles to avoid abrupt acceleration or deceleration. But programming these functions can be complex, and the approach only partially improves vibration problems. Too much limiting to smooth motion just slows acceleration until it reduces machine cycles, which limits productivity.
How it works: Adaptive controls suppress vibrations in two ways
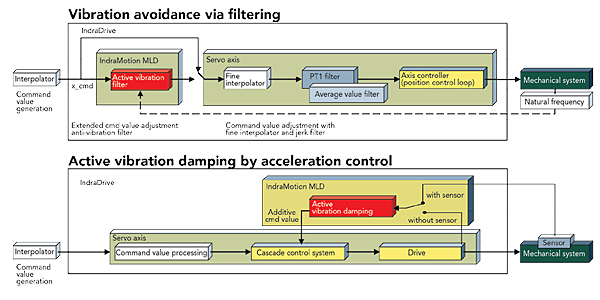
The alternative to bulking machines or slowing them down is to use software-based adaptive motion control. This software works in two ways: vibration avoiding and damping. Vibration-avoiding technology essentially filters vibrations caused by very dynamic movements. In contrast, damping technology uses external feedback to employ counteracting kinetic energy to settle vibration.
Feedback can come from the motor, an external encoder or an accelerometer. Then the system mathematically models the machine’s dynamics and applies the appropriate correcting value to the servo-axis. The motion controller must rapidly process signals and must have high intelligence. However, with the right setup, designers can use vibration damping and avoiding functions wherever low-frequency vibrations propagate in a machine or its end-effector due to the mechanical structure or the ambient conditions. Myriad control-loop configurations can do the job depending on the design and machine’s workflow.
Vibration avoidance by filtering happens with open-loop control—without external feedback. The controller models the system resonance-frequency mode. Then to make corrections, the motion controller sends position commands to cancel vibration…going beyond techniques that merely apply an S-curve or jerk limiting to the motion profile. In fact, vibration-avoidance functions are particularly suitable for one-cell systems that have an object locked into a tool with no load changes.
In contrast, active vibration damping relies on closed-loop control with a position interpolator and sensor feedback to send force or acceleration signals to the motion controller. Then the drive generates the torque position or velocity offset to cancel the vibration and suppress externally induced vibrations. A self-tuning proportional-integral-derivative (PID) controller using adaptive intelligences adjusts the drive based on interaction with the machine and the load. So in real-world applications, this technique is most useful for machines handling changing loads.
Some software implements the two techniques—both vibration avoiding and vibration damping—together.
Adaptive control improves commissioning and predictive maintenance
Because implementing vibration damping and avoiding techniques requires a control system that can quickly adapt to varying process, material and application changes, some manufacturers employ adaptive technology at the drive level, rather than at the higher control level. Providing the motion logic and command value processing at the drive level quickens event handling and avoids the delays inherent in a control system’s cycle and update times. These adaptive motion controls can handle high-speed inputs and deterministic events with the fastest closed-loop response times in the industry. For example, current closure can happen in 62.5 microseconds; speed-loop closure in 125 microseconds; and position closure in 250 microseconds. Drive-based firmware also gives designers more flexibility in implementation.
In some cases, firmware comes in versions for base performance or high-precision performance. The user can select the option that fits the application and buy only features that satisfy the required level of performance. If the machine needs other high-speed functions later—event capturing, precision motion or more inputs—designers can affordably add them.
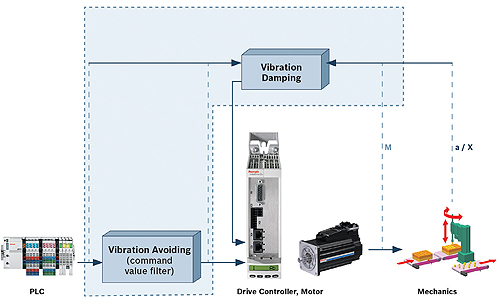
Drive-based adaptive technology benefits machines in another way. If the application encounters induced or parasitic vibrations in the machine, open-loop vibration avoidance can be implemented as standard on the drive. When encountering nonlinear, nonrepeating disturbances, closed-loop vibration dampening can easily be added. It’s a flexible solution that can be combined as needed for maximum control, stability and affordability.
How adaptive functions work at the drive level
Designers can use adaptive-systems technology on drive-based motion logic. The drive monitors axis mechanics with the help of mechanical-analysis software and productivity-monitoring software. The latter uses smart sensors to monitor, analyze and reduce vibrations in real time. Algorithms make control-parameter adjustments dynamically, which the controller then translates into damping or avoiding commands.
Within the drive-programming environment, setting up productivity monitoring for a particular application is easy. The drive software loads the monitoring program. Parameters are set and run through drive dialogs. The dialog-based environment minimizes tweaks, commissioning and tuning. That means there’s no need to configure the base kinematics for oscillation-compensating motion; the user can just plug in parameter values without doing any programming.
In addition to enabling damping and avoiding functions, data monitoring and mechanical analysis provides predictive-maintenance functions. Once an operator establishes tolerance thresholds and sensitivity parameters for an application, productivity-monitoring software immediately notifies the operator if thresholds are exceeded. These early warnings alert operators of problems before premature wear occurs or the machine fails.
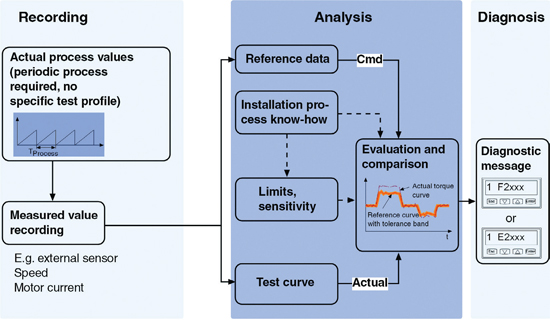
measurements based on user defined tolerance levels.
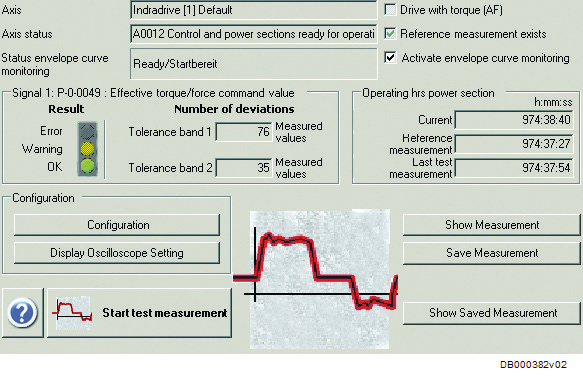
Some productivity-monitoring software can also monitor any signal (torque or position, for example) during whole production cycles and then compare the results to tolerance thresholds for the operating envelope. Envelope-curve monitoring is accessible online to let operators conduct frequency response and mechanical analysis…and then make adjustments and respond to problem alerts based on preset thresholds.
An automation software and programming platform lets personnel unfamiliar with PLC/HMI programming create automation applications. That simplifies development for specific applications. There are also software tools, function modules, libraries and support that let programmers who know C++, Java and other high-level languages translate applications into ladder logic for motion control. Some interfaces also have libraries for LabVIEW—the graphical programming platform—to get data acquisition on an HMI and eliminate the expense of using a separate PC.
Bosch Rextroth
www.boschrexroth-us.com
Leave a Reply
You must be logged in to post a comment.