
Low-voltage dc stepper and servo drives offer innovative and space-saving options for many motion control applications traditionally handled by ac servo drives.
Kevin Wu
Product Marketing Manager
Siemens Industry
In the not-so-distant past, industrial facilities were limited in the motor types they could deploy on production lines. Today, their choices have been widening quickly, however, empowering engineers to specify motors and drives particularly suited to each application.
Alternating current (ac)-driven motors are no longer the only reliable option for industrial motion control, with advances in direct current (dc) stepper and servo motors and drives providing robust alternatives.
Across many plant floors, ac power is readily available for drive supply, though that is not always the case. When applications require low-voltage dc instead, there are available motor and drive options. While many traditional extra-low-voltage dc drives cannot handle the rigor of hostile plant environments, modern high-performance drives are changing this situation for the better.
Stepper vs. servo drives
The application gap is closing quickly between stepper and servo motors and drives, as advances in stepper drive accuracy are greatly increasing their usability. However, key differences between the two still rule out the use of steppers in the most demanding applications.
Some key features of stepper motors are that they:
- Contain many poles
- Are driven by current running through stator windings, generating a magnetic field to apply turning force to the rotor
- Provide high torque at low speed, but it decreases substantially as speed increases
- Can typically be run open-loop, so no encoder or resolver is required
- Provide means for safe-torque off (STO) safety control
- Cost less than comparably sized servos
- Produce notable amounts of heat and vibration at high speeds

Though technically discrete due to their incremental movements with each consistent pulse, the many poles per revolution of modern steppers approach the performance of analog continuous positioning and speed. This makes steppers a viable alternative to servos in many applications. Additionally, including a gearbox alongside the motor can often alleviate torque concerns, although this increases the system cost and maintenance requirements, reducing two chief benefits of steppers.
On the other hand, some common servo motor features include that they:
- Contain lower pole counts than steppers
- Require an encoder, providing precise positioning feedback
- Can overcome inherent zero-torque at low speed when properly sized for an application
- Deliver higher speed, acceleration, and accuracy than steppers
- Maintain consistent torque across the motor-speed spectrum, making them excellent for executing safety functions—such as safety-limited torque (SLT) and speed (SLS)
- Can perform active braking
Unlike stepper motors with fixed-length pulses, servos enable true continuous positioning and speed because their encoders or resolvers modulate the pulse-length and current applied to the poles, providing high-precision motion control. While servos are often recommended for use in high-stakes applications, the high reliability of modern industrial steppers makes them a viable choice in many demanding applications as well.
Limitations of ac
While medium- to high-voltage ac variable frequency drives (VFDs) and servo drives fulfill many needs on a typical plant floor, ac power is sometimes unavailable or unacceptable for certain applications. A few scenarios where this applies include:
- Battery-driven applications
- Basic systems, as designs involving high voltages require significant overhead for safety planning and design
- Compact machines requiring small, high-performance motors where motor acceleration and efficiency is critical
- Human-contact applications for safety reasons
The increasing role of cobots, robots, and machines in human-contact systems is of particular interest. In the medical field, robots are providing health scans and assisting with surgeries as they maneuver in the same space as humans. Grocery automation and driverless delivery systems, such as pizza delivery, run automated-guided vehicles in spaces where people walk. And many other industries are also incorporating similar machines with close human interactions.
These and other issues make it essential to control machine motion safely and precisely, while limiting electrical voltage on these systems.
Additionally, some applications benefit from low-voltage dc drives and motors, even in the absence of human-contact or the other aforementioned conditions. Traditional ac drives can be complicated to configure, and many are relatively large. Furthermore, ac motors are not as efficient as dc motors, even at full speed.
But many dc drives on the market do not offer the reliability of traditional industrial ac drives. Regardless of the power configuration, plant personnel cannot settle for consumer-grade electronic components because robust industrial drives are required to ensure maximum uptime.
Motion control with dc steppers and servos
For plant personnel facing these concerns when selecting a motor and drive, modern low-voltage dc stepper and servo drives are often the best solution. When used in single or multi-axis applications with 24 to 48 volt dc motors, these drives are safer for operation in close proximity to humans than higher voltage ac alternatives, and they provide fast acceleration and deceleration. They can also be used in applications with a battery supply, and unlike consumer-grade drives, they are industrially hardened to withstand extreme temperatures, vibration, and electrical noise.
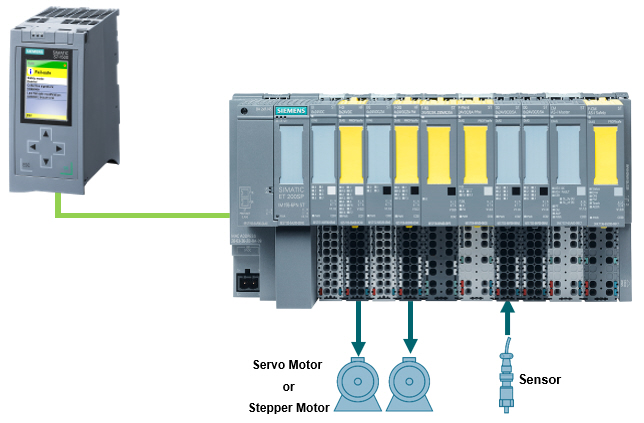
These compact drives are simple to set up, even for non-experts, with step-by-step wizards in their integrated automation software suites for configuration alongside PLCs, HMIs, and other automation devices. A PLC in communication with the drive controls motor motion through software-embedded technology objects for seamless integration with the rest of the automation system.
When used in safety systems, engineers can take advantage of low-voltage stepper drives’ hardwired STO functionality to directly cut torque- or force-producing energy from being supplied to the motor. Plus, dc servo drives are safety-ready with configurable SLT and SLS.
These low-voltage dc drives provide a motor data collection interface, enabling compatible controllers to process and act upon motor status as configured in the programming environment. Data exchange takes place over the drives’ native communication protocol, such as PROFINET, and the drives can use this data for motion control commands directly in a PLC or transmit it elsewhere for additional analysis.
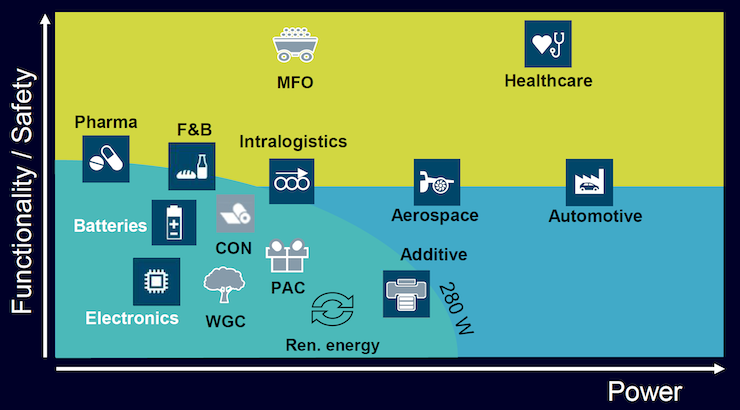
Modern low-voltage stepper drives have a power delivery capacity of 100 to 1000 W, and they are suited to a wide range of variable speed, positioning, synchronous axis, and gearing applications. A few examples include:
- 3D printing equipment
- Textile machines
- Printing machines
- Labeling machines
- Medical imaging machinery
- Robotics
- CNC Milling machines
- XY positioning tables
- Belt conveyors
Also, dc stepper drives and motors contain relatively few components, keeping maintenance simple. Electronically commutated dc servo motors possess the advantage of no wear parts, like fans or brushes, helping them hold up over long periods of time with low required maintenance, even when used with an encoder or resolver.
Results
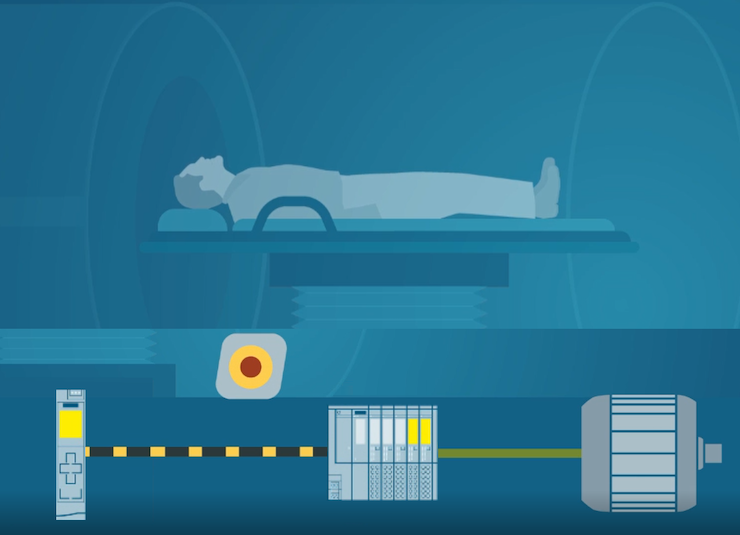
One example of a successful use of dc drives comes from a magnetic resonance imaging facility, where engineering staff deployed a low-voltage dc Siemens F-TM StepDrive to provide precise, safe, and automatic positioning of the patients’ bed to move them slowly and safely into the imaging chamber. During operation, the system collected and processed motor data—such as current and torque—ensuring patient safety throughout the imaging process.
One of the main factors leading to the imaging facility’s selection of the StepDrive was its low-voltage requirement for safe and reliable operation due to close proximity to patients. Pre-verified motion control technology objects in the Siemens S7 PLC reduced development time for the application, while use of the PROFIsafe communication protocol plus built-in STO functionality increased confidence in the entire system’s integrated safety functions.
In another application, a paper product manufacturer installed an F-TM ServoDrive at its facility on the sorting line to control robots placing products on appropriate palettes for storage or truck loading. The drive worked well in this application due to its low power draw, along with its precise torque and speed control for accurate and efficient product placement.
Using the Siemens TIA Portal integrated automation software suite, the manufacturer designed and programmed the entire conveyance and sortation automation system—including drive, PLC, HMI, and network hardware—with safety integrated functions. The manufacturer then added cloud data analysis to the picture, easily transmitting raw data to the Siemens MindSphere cloud because all system components were programmed together in a common software suite. With motor data from the robots’ encoders available, the manufacturer set up a schedule to automatically generate reports containing recommended maintenance and operations-enhancing actions.
Siemens Industry
www.siemens.com



Leave a Reply
You must be logged in to post a comment.