
Updated November 2019 ⚙️ Many applications call for the use of electromechanical actuators — which include electric motors paired with mechanical devices for converting the motor’s rotary motion into linear motion.
In fact, today’s actuators are so efficient that the variety available for different design needs has proliferated. That means that actuators today are easier than ever to integrate into machinery; they’re also less costly. (More after the video.)
Most electric actuators turn an electric motor’s power into linear motion in one of three ways:
• Through a linear motor … a direct-drive option
• Through a belt (via a pulley mounted to the motor output)
• Through a screw drive — whether ballscrew, roller screw, or roller screw
A fourth option for linear actuation is linear motors — a technologically advanced and efficient method of directly transmitting motor power into axis motion. These entirely omit the mechanical linkage for rotary-to-linear conversion and instead include a moving forcer that moves along a stationary platen.
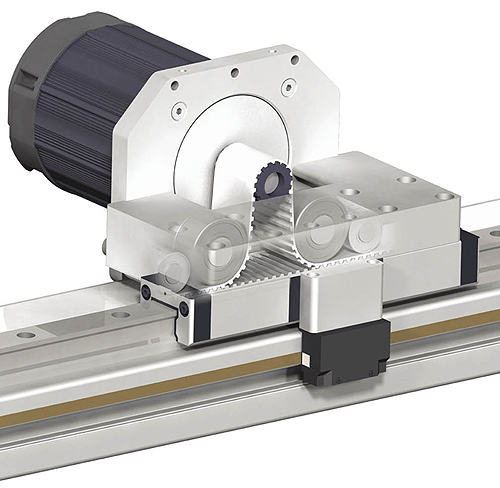
Belt drive actuators are less costly, but can still move loads at fairly high linear speeds. Because the motor is separate from the drive, the mechanical advantage can increase thrust speed. The disadvantage of belt drives is that they wear over time and require maintenance.
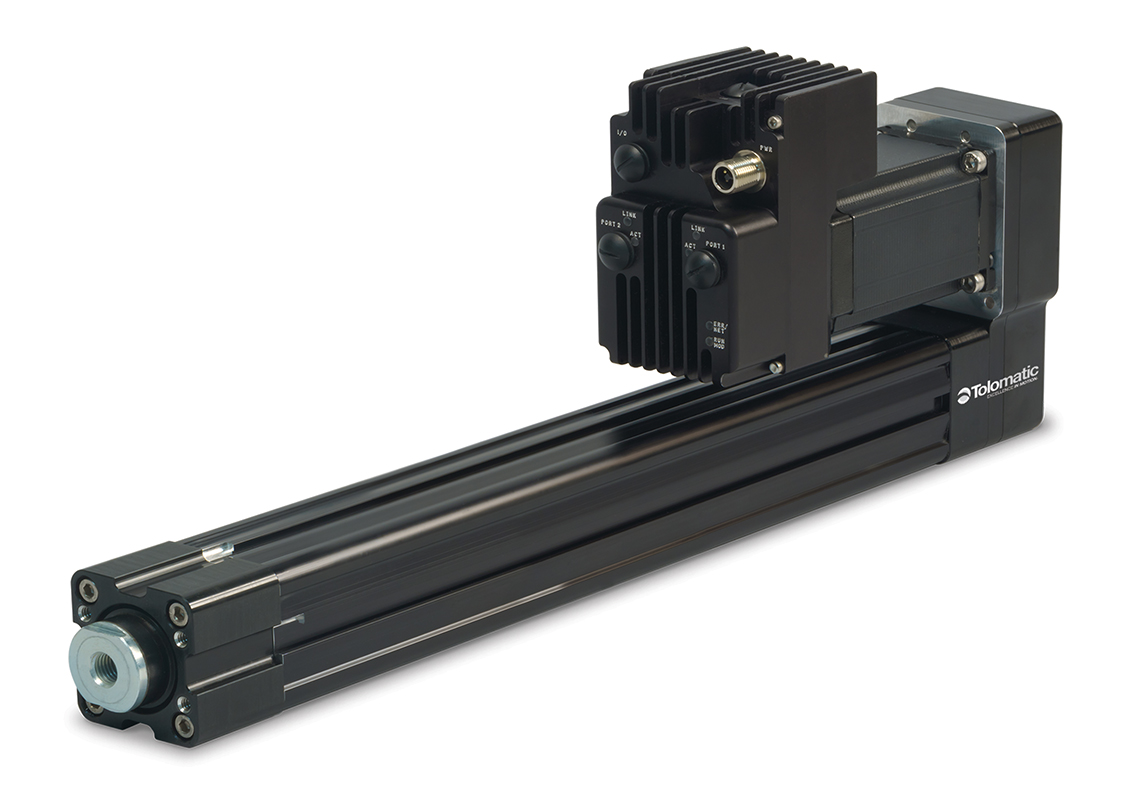
Most screw drives take the form of either rod-style actuators or rodless cylinders. A motor transmits power through a coupler or pulley arrangement to rotate the screw and translate a nut along the screw axis. Attached to this nut is either the rod or saddle of the actuator. Screw drives can use roller, ball or leadscrews.

Electric actuators have several benefits over hydraulic or pneumatic actuators. For one, the operation is cleaner because they operate without the need for fluids or ancillary equipment. They have the ability to integrate power, control and actuation mechanisms into one device. Plus they combine force, velocity and positioning in a single, compact motion control device.
Another advantage is the ability to constantly monitor feedback directly from the motor and adjust performance accordingly. Though not necessary for every application, closed-loop operation has the ability to adjust and correct variances in the operation, resulting in repeatable and accurate motion with every move.
Today, the prices for drives for electric actuators have come down, which has enabled the automation of all sorts of new designs with them. So, electric actuators are more viable for applications where hydraulic, pneumatic and manual operations once ruled.
In many applications, servomotors are replacing induction motors because of their performance and energy efficiency. Direct drives are replacing traditional motor-gearbox combinations because of their high dynamic performance, high precision and long life. And electric actuators are replacing pneumatic cylinders in many applications for similar reasons.
But the biggest improvements in the last five to ten years can be found in the control systems integrated with electric actuators. Faster bus systems, like industrial Ethernet and real-time communication, make the use of electric actuators simpler. More after the jump.
Servo systems require fast communication and exchange of real-time data between the drive and the overlaid machine control. The bus was always the bottleneck in these systems. Now, with the much higher data rates and real-time capacity of industrial Ethernet, the integration and the use of electric actuators is easier. Stepper and servo drive options with Ethernet protocols (Ethernet IP, Modbus, TCP) turn single-axis actuators into simple, low-cost motion devices with infinite positioning, precise control and longer life.
Electric linear actuators are an alternative to pneumatic cylinders in several applications because of the flexibility they deliver in the design of production processes and production monitoring systems. In conveying applications, for example, diverting and sorting functions are more frequently controlled using electric actuators. Typically, pneumatic actuators have been used, but the required manual adjustments were often subject to human error. Plus, the pneumatic actuators could only handle a small amount of variability in product sizes. Electric actuators are flexible by design. (More after the jump.)

For example, material handling applications have experienced an increase in the variety and variability of package sizes. In packaging machines, consumer products manufacturers are producing more package sizes with the same manufacturing lines, which require equipment to be adaptable enough to handle different product sizes and types. Electric actuators easily handle these variability requirements and, over the life of the motion system, can be less expensive.
Selecting an electric actuator
The process for selecting an electric actuator is similar to one for hydraulic or pneumatic actuators, with a few differences. Here are the essentials.
Start with the motion profile. This establishes the demands for velocity and time as well as force (or torque) and the required travel distance. This is also the place to determine the maximum stroke needed as well as maximum and minimum speed requirements.
Then calculate the load. This can have many different components including inertial load, friction load, the external applied load, as well as the gravitational load. Load calculations also depend on the orientation of the actuator itself, whether it’s horizontal or vertical.
Duty cycle is another important factor. This is defined as the ratio of operating time to resting time and is usually expressed as a percentage. The cycling rate may be in seconds, minutes, hours or even days, and knowing the operating hours per day may also be necessary. Knowing the duty cycle helps the engineer estimate the system life requirements and can also eliminate problems such as overheating, faster wear and premature component failure due to an incorrectly sized actuator.
Know the positional accuracy and precision demanded by the application. The actuator’s precision should meet or exceed the application’s requirements for accuracy, backlash, and straightness and flatness of linear motion. This directly impacts the cost of the system; if the application doesn’t demand high accuracy or precision, then there is no need to buy a more expensive actuator when a less expensive one will satisfy the demands of the application.
Aside from the technical specifications mentioned above, there is also the need to select the proper configuration for the actuator in the final design. This includes mounting considerations and the need for any other external components, such as holding brakes and communication and power cables.
Visit our sister site — linearmotiontips.com — and the library of actuator reference materials there — to get the latest information on actuators.
Lastly, consider the operating environment for the actuator. What are the temperature requirements? Are there any contaminants such as water, oil or abrasive chemicals? Contaminants can affect seals and impact the working life of the actuator. In such cases, selecting the appropriate IP rating for an application can guard against the effects of contaminants.




Leave a Reply
You must be logged in to post a comment.