
Stepper motors are common in positioning applications and have the advantage of being accurately controllable down to fractions of a degree, even without the use of feedback devices such as encoders or resolvers. They operate in open-loop (not closed-loop), without the need for tuning parameters as in closed-loop systems. Stepper motors are also relatively inexpensive. Because speed is proportional to the frequency of the input pulses, they can attain a wide range of speeds.
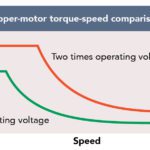
Though stepper motors are capable of producing high torque at low speeds, they work best for lower power applications and not for applications requiring lots of torque to move heavier loads. They excel in applications requiring the control of rotation angle, speed and position. Other drawbacks are that not properly controlling the motor can produce detrimental system resonance. Also, stepper motors are generally difficult to operate at extremely high speeds. Plus as motor speed increases, torque decreases.
Most applications for stepper motors leverage their superior positioning capabilities. For example, in optical systems and electronics assembly, accurate positioning is critical for maintaining high production standards. What’s more, using hollow-shaft stepper motors lets machine designers route wires and cables through the center of the shaft, which in turn saves valuable space and can reduce cable fatigue. Other applications include surgical robots, some pick-and-place gantry systems as well as solar cell positioning and 3D printing.
One application taking advantage of stepper motors comes from the world of material handling and conveying. A unique conveyor system from Intralox uses a series of integrated stepper motors as the primary actuation method. The company’s active roller belt, or ARB, technology executes a variety of moves on packages on a conveyor such as aligning, turning, merging, sorting, singulating, and more.
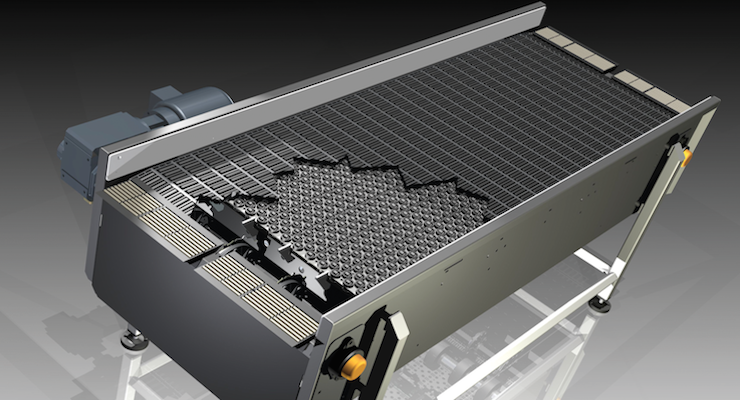
As explained by Eric Rice of Applied Motion Products, his company worked with Intralox to develop a new system that would improve upon an existing conveyor. The challenge was to increase accuracy, maintain high speed, and keep costs low. The engineers also switched from an analog control setup to a digital system with a new network connection.
The choice of network was fairly straightforward because in North America and even in Europe, Intralox mostly uses Rockwell controllers that have built-in EthernetIP masters, and which Applied Motion Products’ integrated stepper motors also support.
Another requirement was to maintain high-speed operation. The faster the packages are moving down the conveyor, the faster the control system must respond and sort packages. The feet per minute or packages per minute the systems handle is a key performance indicator. The existing analog positioning system updated motor position about every 2 msec. Here was a potential snag: The default update rate for devices on an EthernetIP network is about 10 msec, so this was a problem to be resolved.
In fact, after several tests Intralox determined that although the 2-msec update rate was attainable with the analog solution, something slower was acceptable for most applications, including higher-accuracy setups. More specifically, Intralox decided that an update rate of 4 msec would be acceptable. That was far more attainable using the integrated stepper motor.
The engineering department at Applied Motion Products then looked for ways to streamline the code. They determined that they could support a 4-msec update time for the network and still have plenty of time to handle other things the processor inside the integrated stepper motor does, including trajectory generation, current control, program execution, and I/O control. There was enough time left over to get an EthernetIP message every 4 msec.
The final design objective was to keep costs low. Many motor and drive options on the market can accommodate the accuracy and high-speed requirements of the conveyor, and many of them non-integrated servo systems. But to replace the low-cost integrated stepper motor with an extensive non-integrated servo system would likely cost significantly more. Just consider how there are installations that use Intralox conveyors 200 feet long running 100 axes. The control panel such a design would necessitate (to support 100 servo drives and then run 100 sets of cables to 200 motors) would be costly and complex. So the Applied Motion Products solution made sense for this financial reason as well.



Leave a Reply
You must be logged in to post a comment.