
New alternatives to traditional conveyor systems offer better efficiency and more flexibility, helping to boost manufacturing throughput.
Reid Schook • OEM Segment Business Manager | Rockwell Automation
When moving product through a manufacturing or assembly process in a plant, conveyors have been a traditional choice. A traditional conveyor can consist of individual roller axes mounted between a metallic frame or conveying belts that move objects along the beltway. There’s also some type of power source such as a motor to actuate the conveying process. While these traditional methods have been the workhorse of conveying systems, recent years have seen an influx of new technologies that improve performance.
Older and more traditional conveyors are generally less flexible and more rigid and therefore more inefficient than some of the newer technologies available. A good example is the use of roller beds, overhead conveyors and skillet conveyors in automotive assembly. These mechanical systems have inherent inefficiencies that waste energy and slow production. And the configuration and preventive maintenance they require can slow operations.

Newer systems offer more efficient ways to move parts. For instance, intelligent conveyor systems (ICS) offer added control over positioning while also offering more flexibility. These systems use independent carts that ride on a magnetic track, allowing for assembly of multiple products on the same line. Replacing the rotary-driven chains, belts and gears of traditional conveyance systems reduces the number of jams, breaks and failures that can occur while reducing required maintenance.
Besides increasing production flexibility and speed, intelligent conveyor systems can also help to decrease the number of products needed to be kept in stock while reducing floor space and eliminating the extra equipment required for roller beds and skillet conveyors. All of this decreases cost of ownership as well.
Technology overview of intelligent conveyor systems
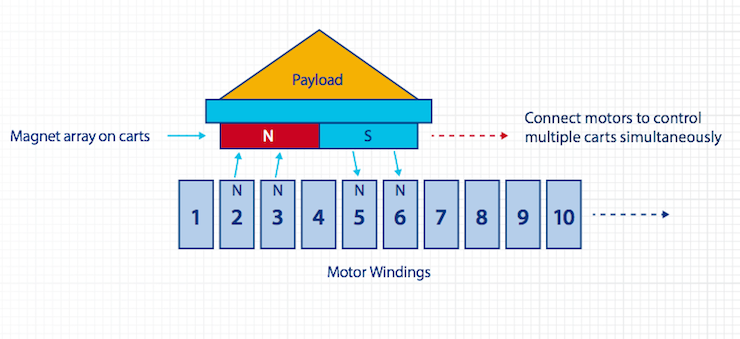
Intelligent conveyor systems offer designers flexibility and quick product changeover by allowing individual product control throughout an application. Permanent magnet arrays on each cart are driven by independently energized coils in the stationary motor modules. Positive or negative currents of varying magnitude are driven to create a local magnetic field producing a net force to the cart. Carts are passively controlled via closed-loop servo control with no on-cart power required, eliminating the need for traditional flex cabling and/or slip rings.
Integrated sensors in each motor continuously monitor the unique position of each cart in the system. This eliminates the need for external encoders that are often difficult to align, require tight installation tolerances and are sensitive to debris. This can reduce or eliminate the need for external identification devices. Those devices can only monitor in discrete locations versus persistent monitoring with ICS.
Magnet arrays are available in a variety of configurations based on the application requirements. Thrust is based on the overlapped area of the magnet and coils. Applications requiring small, tightly spaced payloads are able to use short arrays while larger, heavier payloads typically use longer arrays and/or wider coils. Modified Halbach arrays provide a higher performance design used to achieve higher force densities and enable air gaps of up to 20 mm. Larger air gaps enable more generous mechanical tolerances and the unique ability to isolate motors for harsh environments.
Motors are designed with coils around a traditional iron core to focus the field strength or as an air core motor without iron lamination. Iron core motors offer higher force density where air core configuration eliminates the attractive force between the magnet array and the cart. Air core systems typically enable lower-cost sliding carts where wheels are required for iron core motors.
Systems are organized into groups of motors connected to a PLC via lower-level node controllers. These node controllers monitor cart positions along each path, manage traffic flow, and pass commands from the PLCs to individual motors.
Brick-wall headway (the stopping distance required to avoid a collision if the lead vehicle hit an obstacle) is continuously monitored for each vehicle based on the known mass and acceleration. Depending on the programming approach taken, this can be used to automatically avoid collisions, protecting the pallets and product being transported.
Users are able to control their system using destination-based or motion-profile programming. Destination-based (asynchronous) programming is akin to using a taxi where the cart is commanded to a specific location and the system routes it along the most efficient path while leveraging brick-wall headway to avoid collisions, automatically queuing where required. This significantly reduces the amount of programming and traffic management the user needs to manage.
Motion-profile (synchronous) programming is akin to driving a car where the user fully programs the motion profile the cart takes. This approach is beneficial when synchronizing carts to external axes for on-the-fly processes.
Flexibility for faster conveyor changeovers
Assembly lines that handle multiple parts with traditional conveyance systems often require multiple mechanical adjustments and physical intervention to conduct changeovers. This can impact production by slowing it down.
An intelligent conveyor system uses operator stations and system programming to make those changeovers, so that production can quickly move from one part to another. In the automotive manufacturing world, this makes it more feasible to produce multiple vehicle models in one plant.
Linear synchronous motors, with intelligent controllers, enable this capability. They allow carts to move independently and operators can adjust the distance between carts through programming. This is a key advantage and allows for changeovers with the push of a button.
An intelligent conveyor system can also handle parts of all sizes, with a fully adjustable conveyor pitch, or distance between carriers. The system can operate from the ceiling, at an inverted angle or upright. Because of the elimination of belts, brakes and chains, an ICS frees up space on the plant floor.
Keep things moving with independent conveyor carts
Roller bed and skillet conveyors can only move as fast as their slowest station. An intelligent conveyor system breaks operations free from this constraint. It allows carts to operate at independent speeds and accelerations. This can increase operating speeds and productivity throughout a plant, because each part is able to move at the optimal pace.
And increased production speeds can open the door to other improvements. For example, auto makers that have implemented intelligent conveyor systems in their plants have seen up to a 25% increase in the efficiency of their use of robots.
The reason is that moving at a faster pace reduces non-value adding activities and increase utilization of value adding assets, like robots. This focuses operations on getting more use out of flexible production lines.
More robust conveyor track and trace
Keeping track of each part that goes into a vehicle is even more difficult when multiple models are produced in a single plant. Traditional conveyor systems can track parts at discreet locations. But they require workers to scan barcodes or RFID tags, then enter the data in the system. This task is time-consuming and leaves room for human error.
An intelligent conveyor system can continuously identify each piece of equipment it transports. The information is automatically logged in the control system with timing and destination information. This gives operators a list of what’s in each vehicle along with production time stamps.
When parts are tracked and traced on an assembly line, the operation can also be more responsive in the event of a recall. Rather than generalizing where a problem could have occurred in production, operators are able to pinpoint exactly where and when it took place. Additionally, they can isolate impacted vehicles faster and more efficiently.
Lower conveyor cost of ownership
Not only do extra components make mechanical conveyors less flexible, they require upkeep and spare parts. They also create a higher chance for something to go wrong or break during production. An intelligent conveyor system can significantly reduce maintenance and downtime costs. Carts are magnetically propelled so there is no contact required to propel the carts, reducing wear and increasing uptime.
In addition to reducing space, an ICS can save energy by only applying power when necessary to move a vehicle. Traditionally, belts or chains have to energize and move an entire 50-foot conveyor section just to transport one part mere inches.
Traditional conveyance systems don’t offer the agility and efficiency needed to produce multiple vehicles in the same plant. An intelligent conveyor system can provide agility and efficiency, reduce the number of physical interactions and spare parts needed, and deliver more visibility into the assembly process.
MagneMotion — a Rockwell Automation company • www.magnemotion.com




Leave a Reply
You must be logged in to post a comment.