
Motion controllers are more integrated and programmable than ever, thanks to increasing capabilities on both ASICs and FPGAs to process inputs and outputs for motion control. Some electronics even let end users customize feedback for closed-loop control. Industries spurring controller innovation for all hardware types are packaging, paper and pump processing, and medical. The former demands equipment capable of higher throughput and flexibility than ever.
“Changes in motion components can be seen in every industry as we progress into an ever-increasing regulatory age,” said Dan Dibbern, part of the robotics team at Omron Automation and Safety. “In the case of the packaging industry, there are strict requirements that content volumes match what is marked on packages. This is driving manufacturers to replace older systems with new machinery that uses precise servos instead of physical cams and lineshaft drives; offers faster production changeover; and provides modular flexibility to handle new products and package sizes,” he added.
Incorporating servos, control operation and movement of machines—vertical form-fill-and-seal machines, for example—lets packagers ensure that the machine fills pouches with the right amount of product before sealing and cutting the package. Servos ensure adequate throughput levels and help to reduce scrap and waste, according to Laura Studwell at Omron Automation and Safety.
In the same way, today’s test and inspection applications are driving a trend toward integrated controllers, especially in applications to test materials’ stress and strain response. Here, more servocontrollers than ever pair with linear motors to get sophisticated motion profiles and higher forces.
Ethernet and Cloud connectivity
One significant and ongoing trend in motion controllers is the use of Ethernet-based networks. Rockwell’s Integrated Motion over Ethernet/IP and network standards based on Ethernet protocols (such as Beckhoff’s EtherCAT standard) continue to lead. One reason is that Ethernet-based standards let manufacturing floors more easily coordinate with other company tools such as enterprise resource planning (ERP) systems. Ethernet-based standards also let engineers integrate motion control with safety, process and discrete machine control.
Taking controller connectivity to the next level is IoT. Use of cloud-enabling technologies will see double-digit growth for the next several years. This is already changing the setup of motion controllers, because many must now serve more feedback and IoT-type functions. Consider how Omron already provides a data-collection capability at the motion and automation-controller level instead of the sensor and servo level to support early adopters of IoT and Industry 4.0.
“Our NJ/NX series machine automation controller has built-in capabilities to directly connect with multiple database servers without needing middleware or expensive third-party SCADA systems,” said Dibbern. This data-collection capability at the controller level gives engineers accurate information for IoT systems.
Controllers trending toward more compact
Demand from design engineers is also spurring a new generation of compact motion controllers. “Basically, we find that engineers today are aiming to get their costpoint down. Here, integrating multi-axis control in a single package helps make the per-axis cost of designs lower,” said David Goodin, president of AllMotion.
That’s why AllMotion recently released the EZServo4BLDC drive-controller that can output up to 1,600 W. 410-W output capacity per motor means the palm-sized board can drive and control four brush or brushless dc servomotors at once.
Other manufacturers offer controller-drive combinations. “We are seeing many OEMs within the machinery-manufacturing industry looking to consolidate high-performance motion-control functionality down into distributed servodrive components—specifically in the area of standalone machinery,” said Bill Faber, director of IABG product marketing and business development for the Americas at Delta Products. Faber explained this is trending fastest in the maturing packaging-machinery industry to:
• Reduce the amount of design engineering and programming effort
• Eliminate unneeded complexity and reduce component count
• Curb system integration and overall control footprint
• Eliminate latencies and increase performance
• Parameterize common but complex motion control.
“In many cases, we’ve seen it possible to eliminate upper-level motion controllers and PLCs because the servodrive—when it has built-in motion capabilities—can perform all the needed eCAM/eGEAR, registration, dynamic phase shifting, spline interpolation table recalculations, PLS synch outputs, and even e-stop recovery routines,” added Faber.
Combined with the trend toward smarter machines, the use of such drives is arising from shortages in engineering staff and pressure to reduce overall machine costs.
There are caveats. “Some designers don’t care about tightly integrated drive-controller options because they’re doing just one or two axes. In that case, they’d simply use a traditional setup, such as one or two of AllMotion’s single-axis boards, and then daisychain them,” said Goodin. But at the recent MD&M West 2016 tradeshow, AllMotion had four-axis setups running stepper motors off of EZServo boards. The machines demonstrated the value (and even necessity) of closely integrated axes.
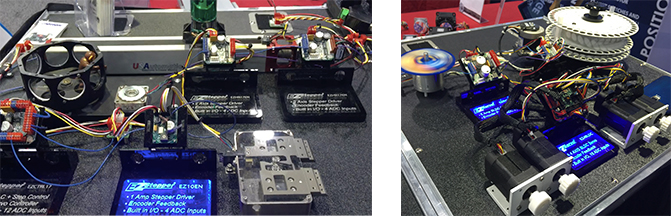
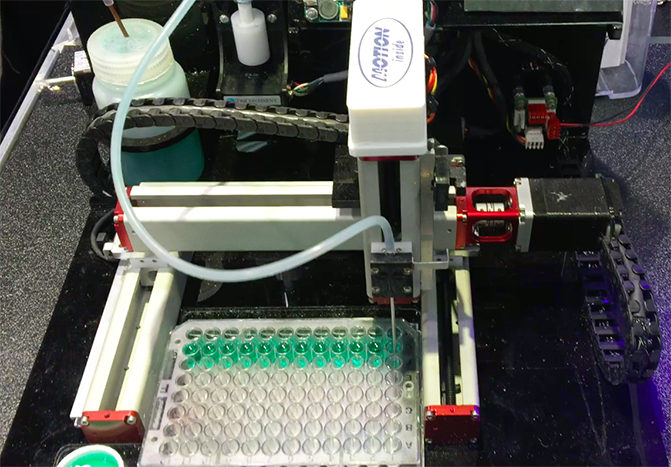
At another recent tradeshow, the Society for Laboratory Automation and Screening (SLAS) Conference and Exhibition—also known as the Lab Automation show—a lot of design engineers said bench space is at a premium, according to Goodin. “Setups are already restricted in what they can include. Other manufacturers offer drive-controller products that are the size of a computer mouse to drive a single motor … but four or five of such units won’t fit into a typical laboratory instrument.”
Goodin cited a tiny fluid-sample-processing machine AllMotion showed at MD&M. In this case, one of the company’s four-axis drive-controller boards (flat and tightly integrated) drives all the axes. It’s typical of the trend to use small-footprint controls with more power density to drive motors loaded with larger payload at higher speeds, added Goodin.
Machines as tiny as a tabletop sample processor are also usually stand-alone. The EZServo4BLDC accommodates such setups with onboard memory. The user can enter programming on it, and then the machine can begin execution of its moves after input triggers.
Three control developments
Motion control is continuing to evolve in three ways, according to Dibbern: system bandwidth, system capabilities and ease of use. Higher inertia ratios and increased servo bandwidth result in better system response time. That’s not isolated to just the servocontrol loop itself, but the networks between the controller and servo.
“One customer of ours has a multi-axis application that must react to an outside event in less than one millisecond,” said Dibbern. “Ten years ago, digital networks were fast if they operated in the 4-msec range. Now, we’re using Omron’s G5 servo configured with a 250-μsec update rate.”
Motion-control platforms from a decade ago couldn’t perform complex kinematics like today’s machine-automation controllers, either. “Even more important than their availability on our controllers is the simplicity with which a user can use those capabilities,” said Dibbern. Implementing IEC-61131 programming languages and PLCOpen function blocks, Omron and other manufacturers have significantly increased the range of users that can leverage motion features. “In Sysmac Studio software, items are tag-based to address lots of details, such as assigning correct data types for function block inputs,” he added. “That way, a user can focus on their application more than programming details.”
In addition, with many end users having reduced their engineering staff over a number of years, the need for maintenance teams to program high-performance motion is becoming more commonplace. Ten years ago, this capability would have required several different pieces of software and dedicated function controllers (from various suppliers) to create a motion-control system. Today, fully integrated simulation with extensive test points shortens debugging and commissioning leading to fast machine delivery, according to Dibbern.
General views on increased automation
As motion controllers in the context of automation relate to general labor trends, manufacturers underscore the benefits.
“Delta considers automation a key advance in overall productivity, sustainability and lifestyle required in an ever-increasing global economy,” said Faber. In his view, automation brings the biggest benefits to operations that require precise or repetitive operations, or where job changes occur frequently due of fatigue or lack of interest. Others make similar points.

“Instead of needing someone to do repetitive assembly work that causes long-term physical deterioration as well as safety risks, Americans are building, maintaining and repairing higher-tech automation equipment,” said Dibbern.
In addition, some operations are considered proprietary because it’s what makes the manufacturer competitive in their space. “Here, frequent job changes risk that proprietary knowledge being passed to competitors,” added Faber. “Many times these are unseen benefits in automation, which in turn becomes the challenge to communicate.”
Benefits to society determine the technologies Omron develops and products that incorporate them, according to Dibbern. “Without automation it wouldn’t be affordable to produce many of the goods currently produced in North America … so without automation, the associated jobs wouldn’t exist,” he added. In addition to enabling the production of products domestically, automation also creates higher-paying jobs.
Leave a Reply
You must be logged in to post a comment.