
Although new distributed servo drive systems promise incredible performance, engineers should consider cabling, form factor, and safety integration before standardizing on a platform.
Servomotors with integrated drives were groundbreaking technology when they hit the market, but their full potential has rarely been reached. These servomotors are supposed to reduce footprint and commissioning time while increasing safety and performance. But motion-control architectures are complex and costly to implement … so it’s important to understand what differentiates high-quality servo systems from the rest.
Daisy chained vs. distributed servo drive systems
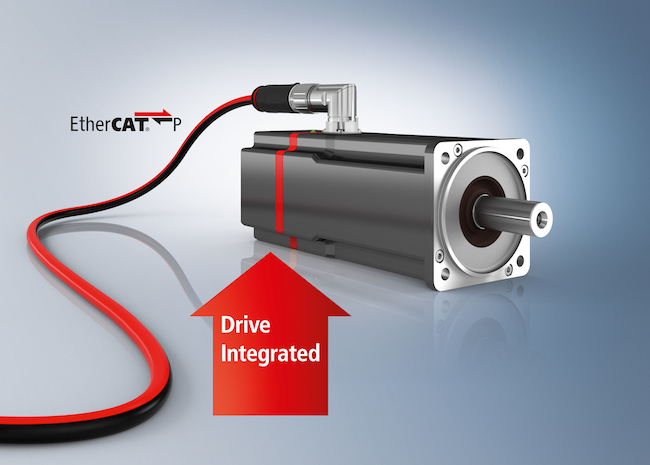
When only one motor is necessary, a servomotor with integrated drive technology greatly simplifies installation. The engineer easily connects the unit to power and industrial Ethernet communication, such as EtherCAT.
However, most factory settings require a more complex topology with servomotors spread across different machines and lines. In these cases, engineers must decide between a cascaded or distributed system.
A cascaded system daisy chains the servomotors together. The first unit connects directly to power and the I/O terminals in the control panel, then shares with subsequent units. The potential downside here is that the setup introduces a number of potential failure points. If a single error occurs in one motor, power cable, or Ethernet cable, the entire motion control architecture could grind to a halt.
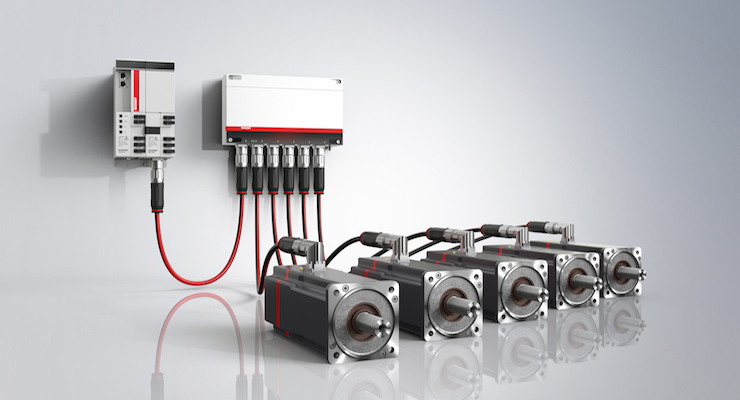
On the other hand, some distributed servo-drive systems use a distribution module to manage multiple servomotors having ratings to IP65 or better. Here, the machine-mounted module connects power and communication between the control cabinet and distributed servo drives via a single coupling — to supports a cascaded architecture while limiting points of failure. That means if one cable is damaged, it usually doesn’t stop all operations across the system.
Further simplifying cabling is one-cable technology (OCT) for power and industrial Ethernet communication. Such cabling reduces both commissioning time and machine footprint, which are important in most manufacturing environments. Combining OCT with a distributed servo drive system can provide the cleanest and most efficient motion control solution.
Top or side-mounted integrated drives vs. back-mounted
Form factor is key for servomotors with integrated drives, because combining both devices into a single functioning unit is more difficult than it sounds. Distributed servo drive systems should reduce footprint requirements for new machines and maintain the same mounting plate and rectangular shape of previous models to support successful retrofits of legacy equipment and minimize any impact on mechanical designs.
Some manufacturers have struggled to successfully embed the drive in the best location on the servomotor. Many current models typically stack the drive on the top or side of the motor, and this significantly alters form factor, resulting in more mechanical changes and a larger footprint. The drive most logically fits at the rear of the motor, but the majority of manufacturers that have attempted to integrate it in this location could not solve heat dissipation issues created by the convergence of motor and drive technology.
By approaching the design challenge differently, a few integrated-motor suppliers have succeeded in integrating the drive at the rear of the servomotor while slightly lengthening the form factor compared to servomotor-only models. Some have even engineered solutions to prevent heat-dissipation issues in these offerings … though reaching the high performance of standard servomotors is challenging.
Some integrated motors force all heat through the back of the motor and, therefore, through the integrated drive. But designs from some motor makers efficiently release heat through the sides of the motor housing down its whole length. Careful motor-winding redesign makes this possible … so engineers can select distributed servo drive systems that retain a small footprint without overheating new installations or retrofits.
IGBTs vs. MOSFETs
Another way to improve heat dissipation and form factor in distributed servo systems is through the selection of semiconductors for drive electronics. Many integrated motor and drive models use IGBTs (as IGBTs have been on the market for many years and have proven to be successful in the field) but MOSFETs produce less heat … and in fact, recent MOSFET design updates have made them a robust switching option for motion controls.
As a bipolar device, IGBTs can handle high voltage and current. As a field-effect transistor, MOSFETs support higher current with fewer switching losses even when hundreds of milliamps are switched to double-digit amps or when small voltages are switched to thousands of volts.
In general, IGBTs also require a larger amount of supporting components, including fans, heatsinks and additional wiring. This means that the benefits gained through higher voltage and current come with a sacrifice in terms of footprint and price. MOSFETs provide high performance operation at a lower temperature and with fewer components, which makes them the preferred semiconductor type for these distributed motion control architectures.
Separated vs. integrated safety for industrial automation
In any manufacturing environment, safety is always a top concern. Most servomotors with integrated drives use a separate, standalone safety system. This is more expensive and less efficient because it requires dedicated wiring and frequently a separate software platform and network. However, newer servomotors with integrated drives can provide integrated STO and SS1 safety functions by default in every unit. These should also interface with safety I/O terminals on the same EtherCAT industrial Ethernet network.
Each of these differences in features and design may seem minor when considered separately, but together they can mean servomotors with integrated drives that improve or seriously degrade a motion-control architecture. Always consider the unique form factor, mounting considerations, cabling and safety requirements of each solution to choose the best distributed servo drive system for the application.
 About the author: Matt Prellwitz is Drive Technology Application Specialist at Beckhoff Automation North America. In this role, Prellwitz supports customers and colleagues in the implementation of advanced motion control systems in numerous application areas. His areas of expertise include servo systems, CNC platforms, robotics and kinematics, advanced motion system design and more. He also interfaces on high level North American projects with product managers and developers at the Beckhoff global headquarters in Verl, Germany. Prellwitz has been with Beckhoff for 14 years, holding multiple application engineering and technical support positions, and has accumulated 16 years of industrial automation experience overall. Prellwitz is a graduate of Alexandria Technical College he holds a Manufacturing Engineering degree in Automated Systems. Check out a presentation by Prellwitz here.
About the author: Matt Prellwitz is Drive Technology Application Specialist at Beckhoff Automation North America. In this role, Prellwitz supports customers and colleagues in the implementation of advanced motion control systems in numerous application areas. His areas of expertise include servo systems, CNC platforms, robotics and kinematics, advanced motion system design and more. He also interfaces on high level North American projects with product managers and developers at the Beckhoff global headquarters in Verl, Germany. Prellwitz has been with Beckhoff for 14 years, holding multiple application engineering and technical support positions, and has accumulated 16 years of industrial automation experience overall. Prellwitz is a graduate of Alexandria Technical College he holds a Manufacturing Engineering degree in Automated Systems. Check out a presentation by Prellwitz here.




Leave a Reply
You must be logged in to post a comment.