
The proliferation of new applications for power-off brakes demands fresh design approaches leveraging leading brake manufacturers’ accumulated design experience. Key to optimizing designs for life, cost, and performance is early collaboration with the brake manufacturer.
By Brian Mather • Ogura Industrial Corp.

Machine designers in the motion-control industry recognize power-off brakes by the following terms: Holding brakes … spring-applied brakes … failsafe brakes … parking brakes … negatively actuated brakes … and permanent-magnet brakes.
No matter what an engineer likes to call them, these brakes serve the same purposes. Most frequently, these brakes perform as safety devices by managing motion control — namely through stopping, holding, or emergency e-stop functions. They also provide accuracy or positioning.
While spring-applied brakes actuate hydraulically, pneumatically, electrically, or manually, here we’ll focus on electromagnetic brakes that are electrically actuated. These are the most prevalent spring-applied brake worldwide … and the market for them is rapidly growing.
Found in a variety of applications, the most common applications for spring-applied electrically actuated brakes include servomotors, robotics, mobile robots, warehouse automation, wheel drives, hoists, elevators, doors and gates, industrial automation, surgical tools, grippers, conveyors, actuators, automotive automation, elevators, and escalators.
Now we’ll outline the top design parameters and approaches to overcome those concerns.
One: Power-off brake torque
When specifying a power-off brake, the first question to answer is: How much torque does the axis need? The two torque ratings for brakes are static torque and dynamic torque. On applications such as wheel drive brakes, the requirement is typically for holding only — a function that relates to static torque. Here, the motor brings the vehicle to a stop and then the brake engages. Therefore, static torque is the primary concern here.
For an electric vehicle or similar applications, engineers should also consider the maximum weight of the vehicle including payload (as well as the slope on which the vehicle may park). Torque required for holding on a slope will be much greater than holding torque needed on flat terrain. Sometimes there are regulations or industry standards dictating the required capabilities of a given holding brake as well.
On the other hand, select equipment needs brakes for stopping or e-stops. Take for instance the unwelcome scenario of interrupted power while an electric vehicle is moving at speed down a hill. Here, the brake needs a proper torque rating to stop the vehicle within a certain time or distance.
Keep in mind that for a particular brake, the ability to make dynamic stops (typically for emergency stops) is far more modest than the static torque rating might imply. This dynamic-stopping ability is highly dependent upon the engagement speed, heat dissipation capabilities, and the materials used in the brake’s working surfaces. With higher speed, the maximum energy-dissipation capabilities decrease. For applications involving the occasional dynamic stop, check with the brake manufacturer to discuss:
- The application conditions
- Allowable engagement energy for e-stops or
- Total engagement energy allowed over the life of the product.
One of the best ways to reduce brake torque requirements is to mount the brake on the high-speed side of the axis’ power-transmission assembly. A common place to mount the brake is on the motor’s back end. (Some designs allow mounting on the front end but mounting on the back end is more common.) Mounting the brake on the “downstream” low-speed side — meaning after the gearbox or other speed reduction in the drivetrain — will proportionally increase the torque requirement … necessitating a brake that’s larger and more expensive. In contrast, keeping the brake “upstream” of the gearbox means that the payload and drivetrain inertia reflected back to that brake is reduced.
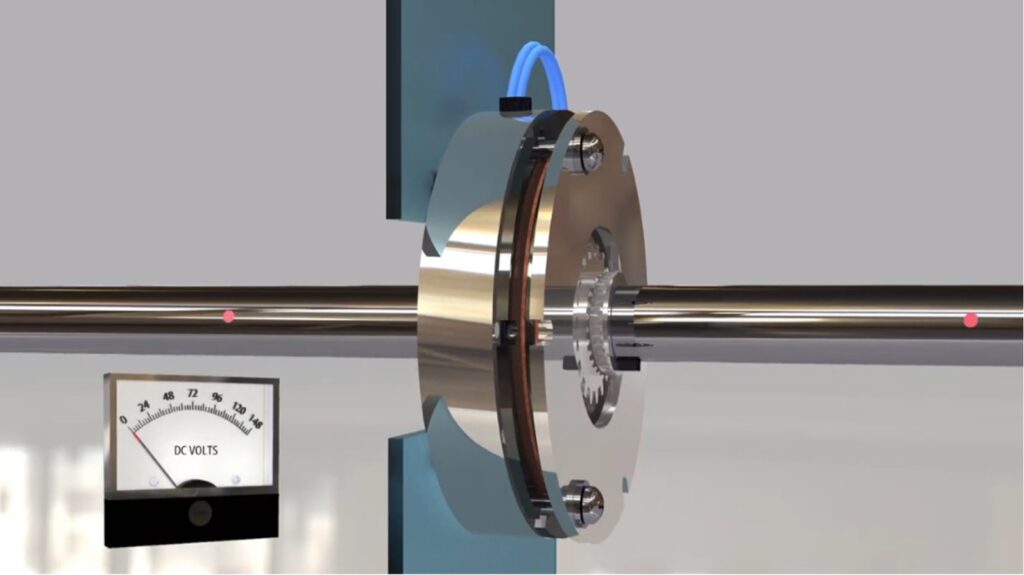
Two: Power-off brake voltage
What voltage is available from the design’s power system? The most common voltage for most indusrial applications has historically been 24 Vdc. For many engine-driven applications, a 12-V battery onboard can power the brake — or the engine can provide power as well. Aerospace applications often use a 28-V source. For powered mobile equipment, 48 V is an option. For larger brakes, 72 V or 90 V is frequently used, because P = V·I — and higher required power delivered at higher voltage allows for lower current.
Legacy plant equipment still uses AC brakes, but the trend is towards adoption of DC-powered brakes.
When choosing a brake for a new application, consider the design’s power source and work with the brake supplier to get a brake coil for that voltage.
Three: Power-off brake speed
Speed is analogous to the torque question. It depends whether it is speed upon engagement or the unloaded speed. Holding brakes designs are for engagement at 0 rpm, so the only speed to consider is the unloaded speed. In this respect, the brakes rate for max allowable speed. Because airgaps are small and parts are not precisely balanced, there could be unintentional engagement at speeds above the published speed ratings. Equipment vibration and other outside parameters can also play a role. It is therefore important to confer with your brake supplier, and modified internal designs accommodate higher speeds if required.
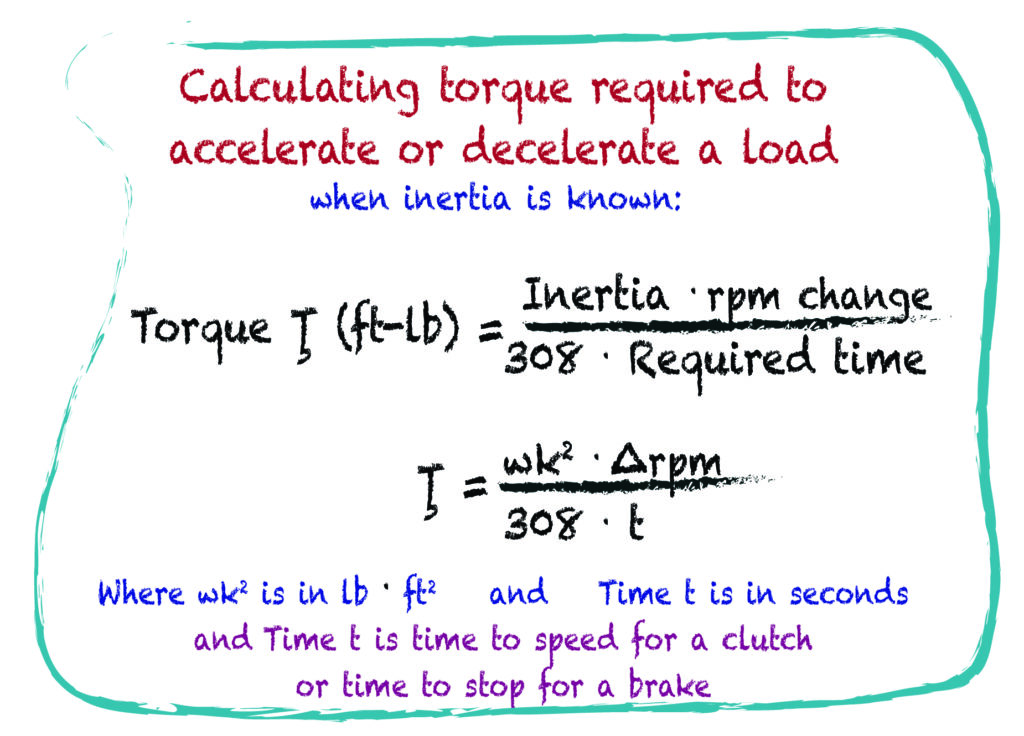
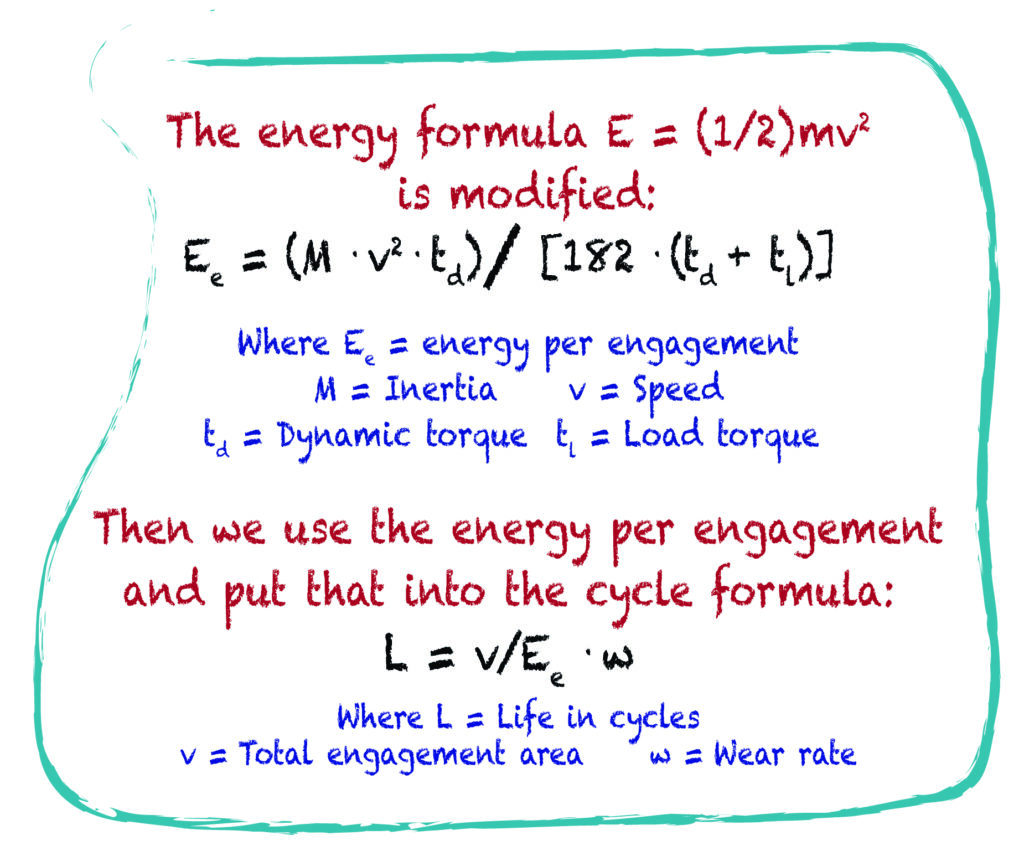
For dynamic engagements, speed becomes extremely critical to the life of the brake. During dynamic engagement, the brake absorbs a level of engagement energy. That energy translates to heat and wear. Energy is a product of speed squared and multiplied by the rotating object’s reflected inertia. For fast rotation and high inertia, energy and wear are greater.
Holding brakes do normally withstand emergency stops (e-stops). Based on the manufacturer’s design, there may be maximum allowable engagement energy in an e-stop to prevent overheating or detrimental wear. E-stop cycles should be limited by design and considered during the selection process to ensure the brake will last for the desired life.
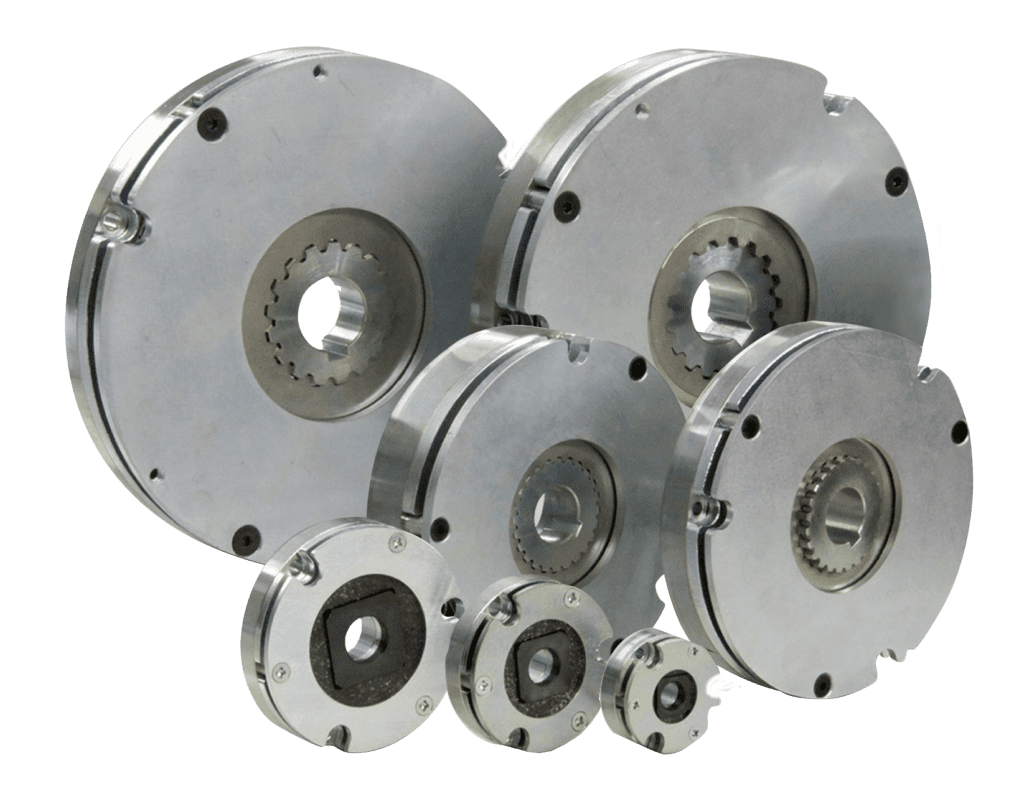
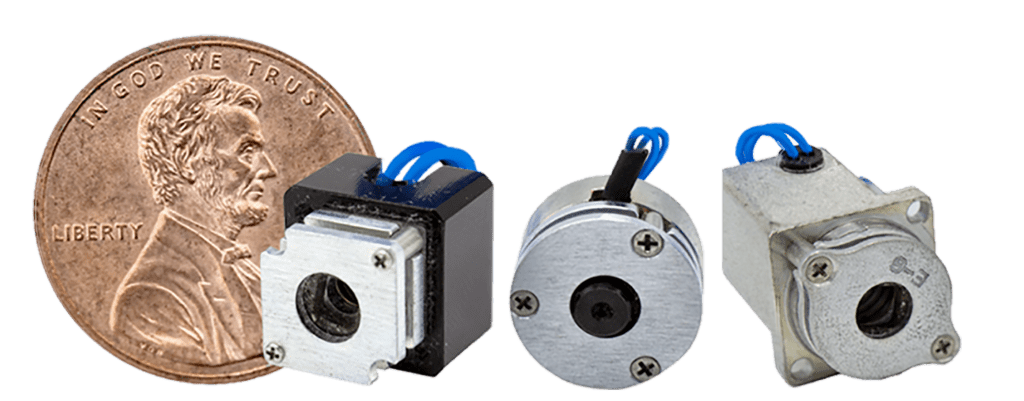
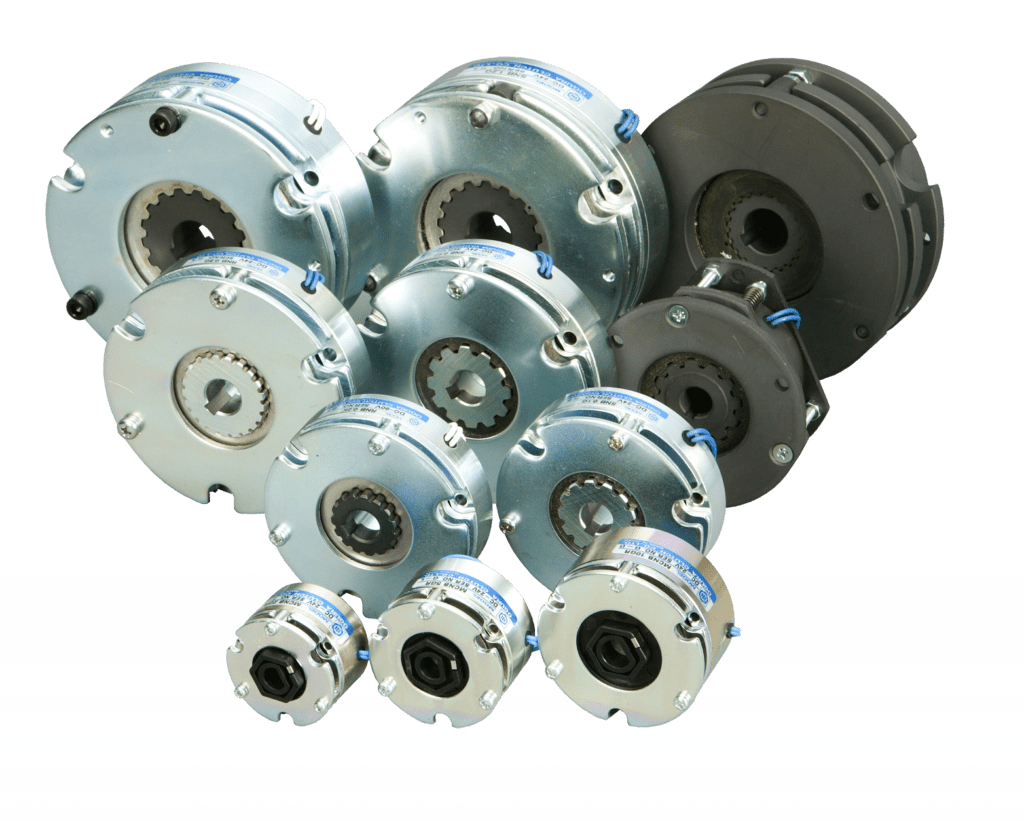
Four: Power-off brake size
There are a wide range of power-off brake sizes. The smallest are 10 mm in diameter or less and used primarily on micro motors. The largest electromagnetic spring-applied brakes on hoists or elevators are quite massive. The latest trend is for super thin brakes. The thinnest brakes are in the range of ½ in. or 12 mm. A great deal of this is a result of the robotics boom and the growth of the electric wheel drive market. For robotics, thin brakes on robotic joints allow for a smaller assembly, lower inertia, and greater throughput from the system. For wheel drives, two motors are often mounted inline and axial space is extremely limited. Often, super-thin brakes mount on pancake type drive motors. Specialized brake bodies can even serve as the end bell of the motor to save still more space.
The relationship between size and torque is defined by the laws of physics. However, power controls have become more sophisticated and commercially practical over the years. Moreover, it’s possible to get more torque in a smaller package when compared to designs from years ago. Selected brakes now use overexcitation to overcome the spring force to disengage the brake. After a quick disengagement, inductance (magnetic strength) of the brake increases and the power required lessens while keeping the brake in that disengaged state. This also helps with heat and power consumption.
Five: Power-off brake wear
Brake wear is the result of dynamic engagement. There is a direct relationship between dynamic engagement energy and wear on the friction surfaces. Design life is based on this wear rate, combined with the number of cycles desired.
Holding brakes have materials designed for static engagements only. They have a high coefficient of friction, so they offer higher torque in a smaller size … but the downside is that they are unable to withstand repeated dynamic engagements.
The friction material in a brake designed for dynamic stopping is quite durable and it is important to differentiate between a stopping application and a holding-only application to determine the proper brake selection for desired life.
Six: Power-off brake temperature
Heat is the worst enemy of a clutch or brake. Dynamic engagement generates heat. The current flowing through the brake coil generates heat. When temperature rises, the resistance of the coil increases and the current drops with constant voltage. V=I ×R. So, when wear increases the internal airgaps and temperature increases the coil resistance, it is more difficult for the brake to disengage because the current is comparatively lower. For cold temperatures, the brake coil resistance decreases, and the brake engages more easily, forbidding ice or other thermal contraction issues do not pose a problem. Upon specifying a brake, it is important to consider the temperature extremes in conjunction with the environment and the duty cycle.
Duty cycle is important. Firstly, if there are dynamic engagements, life will be dependent upon the number of cycles. See the previous comments on wear. Secondly, high duty cycle results in increased heat. Heat generates via the current flowing through the brake coil. It generates during dynamic engagements as two surfaces come into contact and experience momentary slipping as the load slows or comes to a stop. It is important to review the duty cycle with your brake supplier so that max temperature limits are not exceeded, and brake components can be designed to last for the desired product life.
Seven: Power consumption and heat
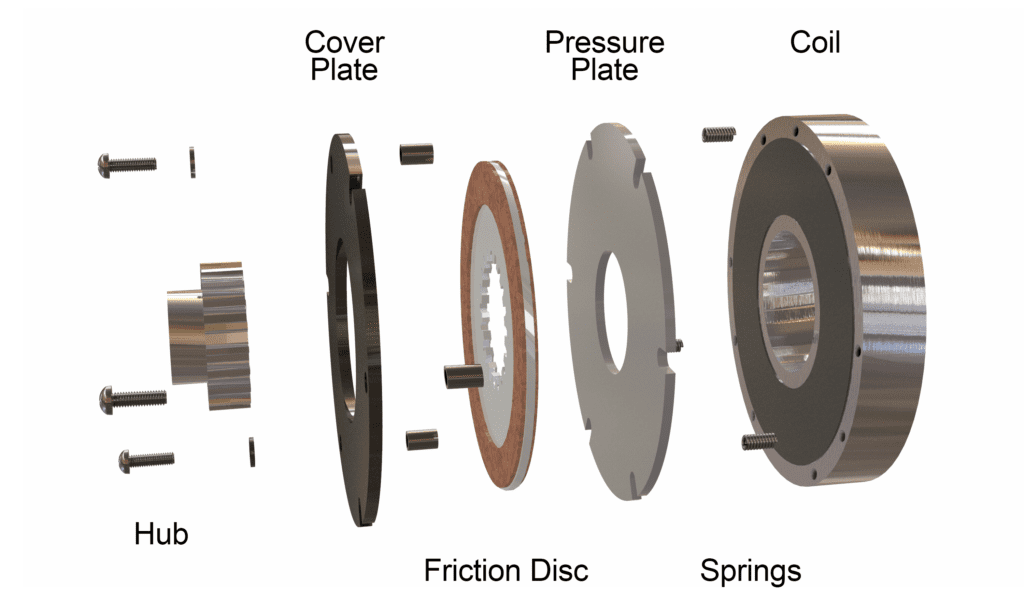
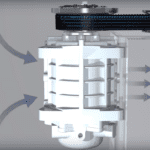
One way to reduce power consumption and reduce heat buildup with a spring-applied brake is to use pulse width modulation or PWM. When the brake is engaged (in its power-off state) there is an airgap between the coil body and pressure plate. When applying current to the brake coil, it generates electromagnetic flux to travel across that airgap, which then pulls the pressure plate against the coil body. This compresses the springs that supply the normal force for the brake torque. The brake is then free to rotate.
Initially, full power releases the brake. Once the brake disengages, the airgap no longer exists between the pressure plate and the coil body. This means that the inductance changes. The magnetic strength is strong. For this reason, it now requires much less power to keep the brake disengaged.
PWM enables substantial reduction of the average power (voltage) while the brake remains in the disengaged state — by 50% as a rule of thumb. (Of course, every machine is different.) This keeps the brake cooler and reduces power consumption … with the latter especially helpful in battery-powered equipment.
Another approach with comparable results is to use overexcitation to disengage a brake. For brakes designed for this, smaller spring-applied brakes can deliver more torque. For example, 24V powers a 12V brake coil for brief period while the brake disengages. Once disengagement is complete, the voltage drops back down to 12 V. Not only does this allow for power savings and lower heat, but it also allows for lighter weight and lower inertia designs.
Eight: Power-off brake response time
In robotics and medical applications, response time is often important for positioning and accuracy. This relates to both the brake engagement and disengagement times. For applications where quick brake engagement is critical, a Zener diode helps speed up the brake engagement. When power is removed from the brake coil, it naturally takes some time for the flux to decay. By using a Zener diode circuit, it collapses the electromagnetic field quicker which helps the springs engage the brake. Overexcitation, mentioned earlier, is a control method to improve the brake release response time.
Nine: Power-off brake environment
In the past, most indoor industrial applications were seldomly exposed to harsh environments. Today, more applications than ever are exposed to extreme temperatures, contaminants, and high relative humidity. This is partly due to higher levels of automation and partly due to the growth market of battery-driven equipment. Electric wheel drives on golf carts and even passenger elevator brakes have used rubber rings for years to cover the exposed friction material on spring-applied brakes. This proved to be an effective method. Other methods include completely enclosing the brake, which can add significant cost. Another method to protect the friction area of the brake is to extend the coil body to mate with the motor end bell. In this case, a groove and O-ring improve sealing even further. A straightforward way to protect the brake from the environment is to add a cover to the entire brake. This would bolt to the motor or to an adapter plate.
Temperate extremes should be considered early in the design process. If relative humidity is high and the equipment finds itself in freezing temperatures, it’s key to keep moisture out of the brake’s friction area. Wet surfaces can reduce torque ratings because of the lower coefficient of friction. Additionally, dewy surfaces may freeze and cause problems.
Extremely hot settings are also a challenge. Heat is a concern because higher temperatures increase coil resistance and renders it more difficult for electromagnetic flux to travel across the brake’s airgap. To make matters worse, airgaps increase after brake wear occurs. Higher temperatures will also degrade the wire insulation over time … and reduce useful brake life. For this reason, it’s essential to consider maximum operating temperature, duty cycle, and product life when sizing and selecting a brake for a new application.
Ten: Power-off brake backlash
Backlash (both initial and end-of-life backlash) is a design consideration that’s especially important to consider when building high-cycling applications such as robotics or precision applications such as medical equipment or semiconductor manufacturing. Often, design quality is dependent upon this level of brake backlash.
There are specific design elements to produce limited or near-zero backlash. There are also internal features of the brake (related to materials, contact areas, tolerances, and more) that contribute to preservation of limited backlash or to unwanted wear or expansion of backlash conditions.
If low backlash is a critical design element, it’s best for machine builders to collaborate with the brake specialists on a design that fits the application needs.
Eleven: Power-off brake manual release
Sometimes during service intervals, shutdowns, or power interruptions, there is a need to manually release a brake. In a spring-applied brake this actuation happens electrically … but it also can take place mechanically. Smaller brakes may not need manual release because it’s physically easy to slip the brake. High ratio gearboxes could make this more difficult though. For larger brakes with higher torque ratings, the simplest method is to include threaded manual release holes into the brake. Release bolts manually push the pressure plate against the coil body which releases the brake.
If desired, manual release levers are available, and there are countless designs on the market. These levers can attach to a cable pull so that the operator can release the brake without getting physically close to it. The actuation distance of the pressure plate is quite small and is based on the brake’s internal airgap. In the end, manual release is often an unintended occurrence, and the simplest method is often the best.

Twelve: Power-off brake cost
The focus of this article has been electromagnetic spring-applied power-off brakes. However, there also exists electromagnetic permanent-magnet-applied brakes. Spring-applied brakes are by far the more popular choice around the world — so produced in higher volume by more manufacturers, and at a lower cost. In contrast, permanent-magnet brakes are comparatively costlier but provide advantages for certain applications. They’re very torque dense, so sometimes deliver more torque for a given component size. Permanent-magnet brakes also excel in applications needing controlled stops or soft stops. This is because input power controls the brake torque.
Spring-applied brakes on the other hand are either on or off — and engagement time is very quick.
When considering a brake for a new application, it’s wise to contact the manufacturer for help in making a brake selection that best balances cost, performance, and life objectives. Another benefit of engaging the manufacturer early in the design process potential access to brake designs outside of published catalog models. Engineers who only select brakes from catalogs might miss opportunities to specify much better alternatives.
Ogura Industrial Corp. | ogura-clutch.com


Leave a Reply
You must be logged in to post a comment.