
Conveyors and their subsystems such as in-line weigh stations and complementary inspection systems are seeing increased use. Many of these are run by motors that are more efficient than ever. The latest designs also include new forms of wiring and connectivity that satisfy the latest standards.

Motor-driven roller or MDR conveying systems remain crucial in industries such as intralogistics, packaging, food and beverage, and assembly. The motorized rollers on roller-based conveyors can either couple to a gearmotor on the conveyor flank or directly integrate motors called drum motors inside their cylindrical bodies — in turn usually made of stainless steel. MDR conveyors to position items with moderate accuracy as in automated warehousing might employ only motorized rollers. In contrast, systems or sections of conveyor with laxer requirements (or relying on peripheral systems for final positioning functions) might gang some number of unpowered rollers to each powered roller via cords or bands made of round polyurethane belt. These bands loop around and nestle into grooves on the powered and unpowered roller ends; tension keeps the round bands firmly set in their grooves and facilitates the transmission of power from motorized roller to ganged passive rollers.
“The problem is that many MDR control options on the market require complicated messy wiring — and the basic cabling design of some systems doesn’t meet current electrical standards being enforced in 2020,” says Matt Prellwitz, motion control product manager of Beckhoff Automation.

To solve these issues, Beckhoff recently launched the EP7402 EtherCAT Box. This universal MDR controller is a two-channel motor output stage for BLDC motors used in MDRs — regardless of the conveyor or roller motor vendor.
“This device offers optimal conveyor control through integrated logic for zero-pressure accumulation (ZPA) in its firmware, programming in the TwinCAT 3 engineering environment, and high-performance EtherCAT communication,” adds Prellwitz.
The IP67-rated EP7402 offers form-factor advantages … including compact dimensions of 174 mm x 60 mm x 36.5 mm and easily mountable in standard C-channel or L-brackets on the conveyor frame. But one of the most important aspects is the use of One Cable Automation (OCA) via two B23 ENP hybrid connectors.

“This OCA using the EtherCAT P standard allows the EP7402 to transmit 24 Vdc and signals not only to other MDR controllers, as well as EtherCAT devices in the field. Multiple M8 sockets to support two MDRs per device and digital I/O for peripheral sensors, vision systems or junctions to the entire range of EtherCAT Box modules,” adds Prellwitz.
Flexibility meets differentiation for conveyor systems
Specialization from conveyors continues to be an increasingly important design objective. Visit motioncontroltips.com and search Nadeau to find and read last year’s Design World conveyor-trends piece for a primer on this and four other enduring shifts in the industry.
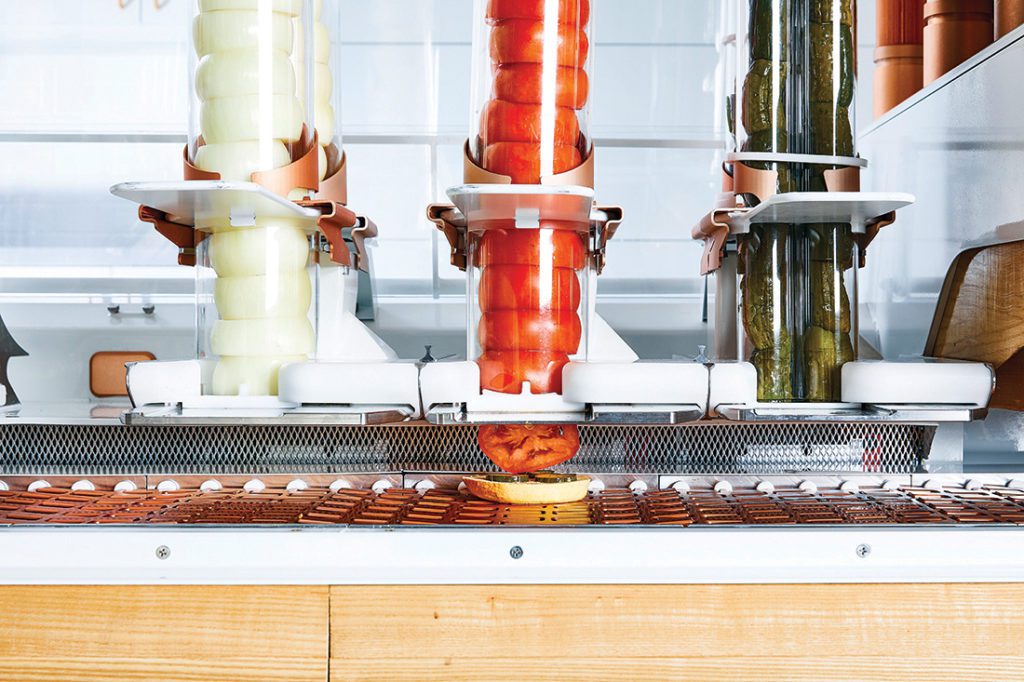
Essentially, conveyors with a defined purpose are those customized with specialized modules such as scales for order checking, vision systems for inspection, and vacuums for securing small and expensive workpieces. The latter might take the form of perforated belt to allow a pneumatic system below the conveyor to draw air through the perforations via grooves in the conveyor bedplate and hold light or flimsy parts on the conveyor belt — even on inclines or during fast transport.


Some conveyors take specialization a step further. Consider pallet conveyors, which can in some cases allow for specialization and then re-specialization as changing operations demand it. These transfer discrete products on carriers called pallets moved by belt, timing belt, roller chain, flat-top chain, or powered rollers. Some customized conveyor pallets are tooled with specially shaped fixtures to locate and secure product on the pallet. So not only can the pallet be accurately positioned on the conveyor, but the product can be precisely located on the pallet. This makes pallet-based conveyors useful in high-precision assembly, machining, inspection, and positioning tasks.
In fact, some flexible pallet-based conveyors designed to support assembly processes are constructed from aluminum extrusions with no welded joints. This build allows for quick mechanical assembly … as well as easy reconfigurations and line additions should the assembly process change in the future.
“Many of these conveyors are also scalable in design,” explains Mark Dinges, product manager of assembly technologies at Bosch Rexroth Corp. “For example, if product volumes increase from 10,000 units per months to 100,000 units per month, modular conveyor systems such our TS 2 plus can easily be scaled or reconfigured to support such changes in demand.”


Intelligent transport systems are a growing technology

Linear-motor conveyors, also called intelligent transport systems by those who aim to differentiate the offering, are costly but enable very sophisticated applications.
“Complementing intelligent motion systems is our XTS modular linear transport system. It can trim machine footprints by half when used to replace indexing and conveying equipment,” says Jeff Johnson, mechatronics product manager of Beckhoff Automation.
The movers on the system can travel independently of one another or in groups along a number of customizable rail systems. High dynamics and precision help the system excel in gapping and diverting applications — and a new hygienic version is aimed at pharmaceutical, biotech, packaging, and food and beverage environments.

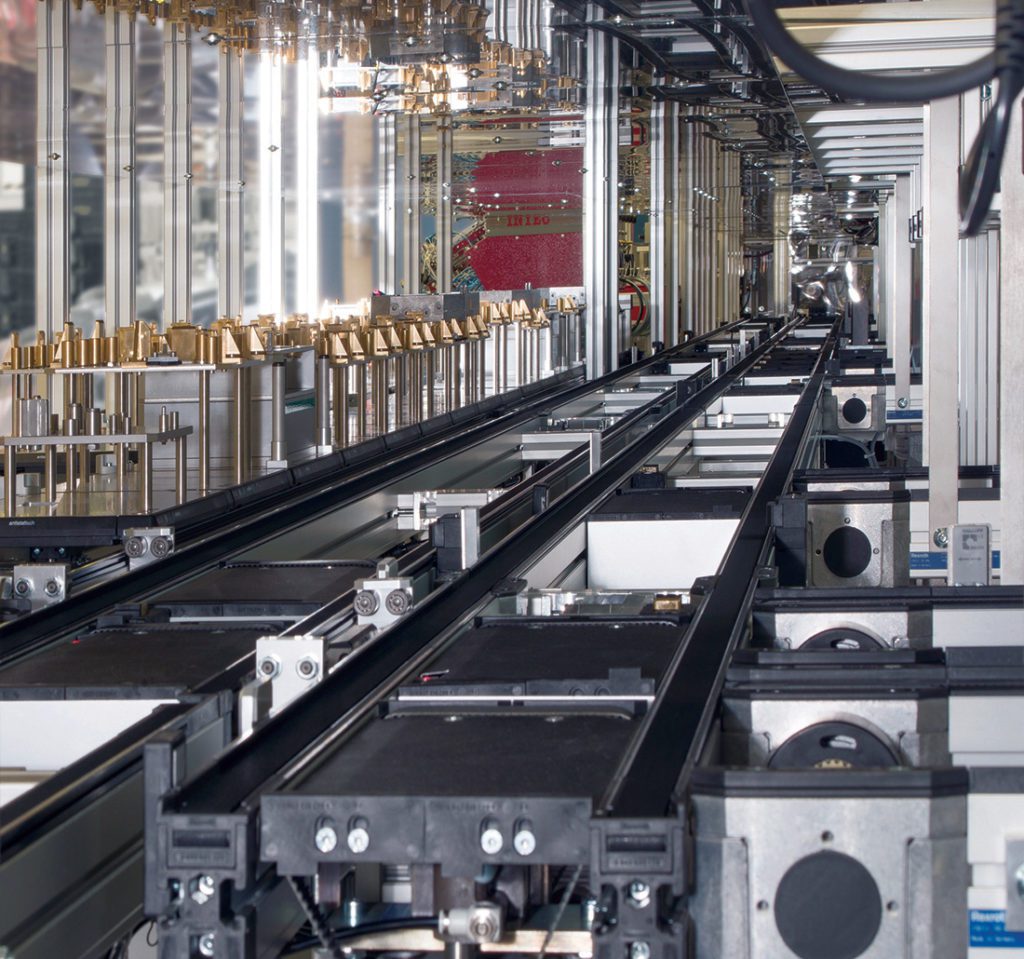
Each pallet in this Rexroth ActiveMover system includes collision avoidance and has the ability to travel both forward and backward, independent of other pallets in the system, to precisely defined positions. With speeds up to acceleration up to 40 m/sec2 and 150 m/min., linear-motor driven conveyors excel in ultra-high-speed pallet-based assembly applications.
Roche uses an XTS to manufacture tiny cobas plasma separation cards (PSCs) that simplify and improve the monitoring of patients with viral infections even if they are in remote locations. Among other things, the XTS enables flawless handling and cutting of an expensive and delicate membrane that goes inside the layered PSCs.
![]() The XTS is not designed to replace other conveying systems. However, increased traceability with the system can reduce the scans required for each piece.
The XTS is not designed to replace other conveying systems. However, increased traceability with the system can reduce the scans required for each piece.
“Because the movers are mapped as individual servo axes, the control system never loses track of items being transported,” notes Johnson. “Such traceability in traditional architectures can require an incredible number of scanners … so the component and labor reductions are a worthwhile tradeoff in some cases.”
On the cutting edge for part conveyance — planar motors
Two final options for conveyance of goods are two-axis air-bearing stages and planar motors. Air-bearing stages suspend the carried load on a cushion of air and for motion rely on linear motors — often with an ironless forcer design for smooth actuation. Driving is often centered near the center of mass to maximize the straightness and minimize the angular errors of each motion.
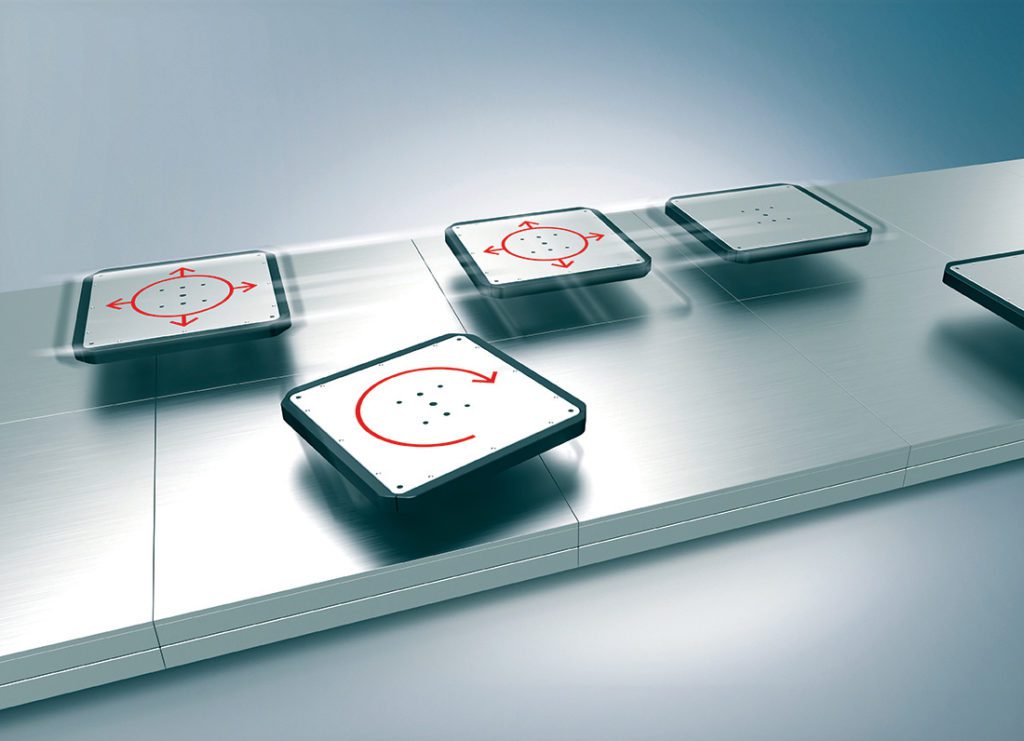
In contrast, planar motors use the electromagnetic behavior of its motors for both the movement and suspension of loads … which is why they’re occasionally called magnetic levitation (maglev) stages.
In many cases, planar motors include coils in stationary tiles and magnets in its free-floating mover. This allows the mover to remain untethered by connections for cooling, controls, and power supplies.
Special capabilities of planar motors include the ability to limitlessly tilt and rotate movers.
Developed in the early 2000s, the technology until now hasn’t been practical for real-world use. But a series of planar motors from Beckhoff (in the XPlanar family) is now in beta testing … though Johnson points out that many of motors’ functional capabilities are already possible with linear transport systems and other more traditional motion solutions.
“Our planar motor maintains traceability while providing an infinite number of paths that products or packages can travel,” says Johnson. “This flying motion system levitates magnetic movers with six degrees of motion up to 5 mm above planar motor tiles — for contact and wear-free operation.”
Most impressive is that TwinCAT 3 for machine learning (and optimization) along with high data throughput (via EtherCAT G connectivity) lets the system automatically determine the most efficient path to get an item to its destination.
“Then it can calculate the route — avoiding collisions with other movers and stopping at other workstations for the individual item … whether it requires an assembly step or special labeling or customization,” says Johnson. “XPlanar does this in real time, which is why a high-end control platform and the data throughput of EtherCAT G are important.”





Leave a Reply
You must be logged in to post a comment.