
In this two-part article, we cover the products, materials, and features that designers and engineers should specify when choosing motion components for cleanroom environments. In part 1, we look at how to reduce particle generation due to friction between moving components.
Designers of automation systems are tasked with many competing demands, such as balancing cost and performance, fitting motion components and systems into existing machine or process layouts, and designing for ease of manufacturing and assembly — to name a few. But when the system is to be used in a cleanroom, an additional layer of complexity is added, requiring designers to choose products that won’t degrade or compromise the cleanroom environment.
The level of “cleanliness” of a cleanroom is determined by the number of particles, broken down into six size ranges, that are present in a specified volume of air. In the United States, Federal Standard 209E is often used for cleanroom ratings, although it was officially canceled in 2001. This standard specifies cleanroom levels from 1 (best) to 100,000 (worst) in multiples of 10.
The current, and more universally-accepted, standard is ISO 14644-1, which defines cleanrooms on a scale from 1 (best) to 9 (worst). Each of the ISO classifications has a corresponding FS 209E level, with the exceptions of ISO classes 1 and 2, which are higher (better) than the highest FS 209E classification, and ISO class 9, which is lower (worse) than the lowest FS 209E classification.
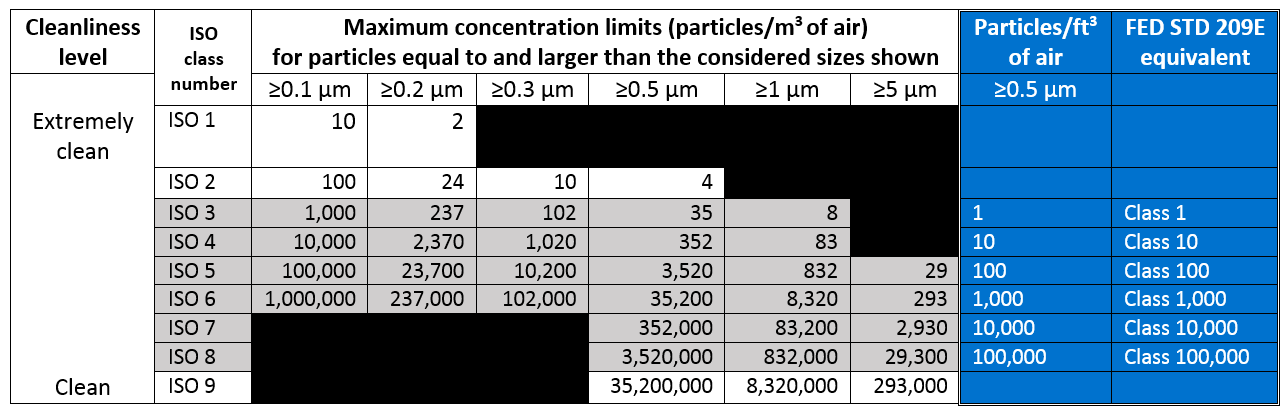
Image credit: Mecart Inc.
Objective #1: Reduce friction
One of the two primary sources of contamination, or particles, that can degrade a cleanroom environment is friction from moving components. (The other source is people.)
Virtually every motion system involves some amount of friction between sliding or rolling surfaces — whether from linear bearings, rotary bearings, or meshing gears. And when there is friction, particles are generated. Therefore, when specifying motion components for cleanroom environments, reducing friction should be the foremost objective.
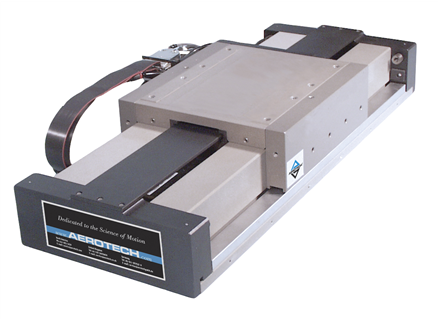
Linear guides and drives
To minimize friction from linear guides, choose rolling contact rather than sliding contact and, when possible, avoid systems with high preload. For example, a non-preloaded miniature rail guide that uses two rows of recirculating balls emits significantly fewer particles than a preloaded standard guide with four rows of recirculating balls. And because there’s little chance of the bearing experiencing contamination in a cleanroom environment, use linear guides with low-friction or non-contact type seals.
Air bearings are another, although less common, method for guiding and supporting loads. In cleanroom applications, however, air bearings are often the best choice for low particle generation, since they are completely non-contact devices.
When it comes to linear drives, belts and chains should be avoided in cleanroom applications, due to the significant contact and wear they experience. Similarly, the meshing of gears in rack and pinion systems cause high friction and wear, so these should also be avoided. This means that ball screws are typically the default choice for linear drives in cleanroom applications.
However, ball screws require lubrication, and the rotation of the screw can cause lubrication to “sling” or “splatter,” contaminating the cleanroom environment. Using low-friction or non-contact seals (see above) will help keep the lubrication inside the ball nut and protect the cleanroom.
Like air bearings for linear guidance, linear motors provide a completely non-contact option for driving the load. But in their traditional setup, linear motors operate with the forcer (primary part) moving. This means the cables must move as well, and as we’ll discuss below, cables are another source of particle generation. A better configuration for cleanroom applications is to keep the forcer (primary part) and its cables stationary and allow the magnet track (secondary part) to move.
- Good: Rolling contact (rather than sliding contact) guides and drives
- Better: Air bearing guides and linear motors
- Look for: Low-friction or non-contact seals; cleanroom lubrication
Cables and cable management
Another source of friction and, therefore, particle generation, is the cable management system, including the cables themselves. Traditional round cables can generate particles when they rub against each other or against parts of the cable track. The best way to reduce particulates from cables and cable management systems is to use components and system design practices that reduce the amount of cabling required — for example, using an integrated motor-drive system instead of separate motor and drive components.
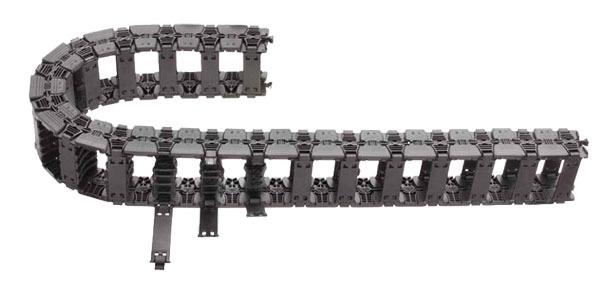
Image credit: igus Inc.
For the power, feedback, and data cables that are necessary in a motion control system, manufacturers offer cable designs with special low-friction coatings to minimize particulates and reduce outgassing. Similarly, several cable track manufacturers offer systems that reduce wear between chain sections through the use of abrasion-resistant joints. And for shorter lengths, so-called “trackless cables” are self-supporting flat cables that don’t require a cable track or carrier.

Image credit: W.L. Gore & Associates, Inc.
- Good: Round cables with anti-friction coatings; cable carriers with abrasion-resistant joints
- Better: Self-supporting flat cables
- Look for: Opportunities to reduce cabling
Rotating equipment: motors and gearboxes
When it comes to rotating equipment in motion applications, the bad news is, motors and gearboxes use rotary bearings, and gearboxes require meshing teeth — all of which are sources of friction and particle generation. The good news is that these components are enclosed, so particles are less likely to “escape” and contaminate the cleanroom environment. And there is a wide range of cleanroom-compatible lubricants that can be used in the high-speed, high-load conditions found in motors and gearboxes.
To improve cleanroom compatibility, it is also possible to add a slight vacuum to the motor or gearbox housing. The vacuum serves to extract and remove particulates so they don’t have an opportunity to contaminate the cleanroom. Note that vacuum purge is also a good option for enclosed actuators that have a static (non-moving) seal. Although the enclosed design tends to keep particles inside the actuator, adding vacuum purge helps to achieve higher levels (class 100, 10, or 1) of cleanroom compatibility.

Image credit: THK Co., Ltd.
- Good: Fully enclosed housings
- Better: Vacuum purge
- Look for: Cleanroom grease options
In part 2 of this article we’ll look at another source of contamination — outgassing — and how to minimize it.





Leave a Reply
You must be logged in to post a comment.