

ABB announced that it has completed its acquisition of the Siemens low voltage NEMA motor business. The transaction was originally announced August 11, 2022, and financial terms of the transaction were not disclosed. The business employs around 600 people and generated revenues of approximately $63 million in 2021. The acquisition of this business is part […]
ABB
Where brushless servo motors have the edge
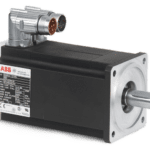
While there are many motor types to choose from, brushless servo motors have some advantages that make them the motor of choice in many applications. Bob Merrill Product Manager Servo motors ABB There are many motor types out there for engineers to choose from, and which is the best selection depends on each individual application. […]
ABB launches new app for rapid, remote tech support

ABB has launched the ABB Ability Mobile Connect for drives. This cloud-based software service, accessible through the ABB Drivetune mobile app, enables ABB Drives partners to easily commission and troubleshoot local drives remotely. Mobile Connect features live chat and end user-controlled access that can be used to pull backup files, change parameters, capture site and […]
ABB opens global innovation and training campus for machine automation at B&R in Austria
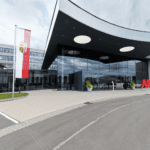
ABB has opened a new global innovation and training campus at the headquarters of B&R in Eggelsberg, Austria, its global center for machine and factory automation. The new campus will create up to 1,000 additional high-tech jobs and includes world-class research and development laboratories, as well as global training facilities for up to 4,000 people per […]
Conveyors support the shift to just-in-case manufacturing

New investments in industrial and manufacturing conveying technologies could reach $65.1B by 2026. That’s according to a new report from researchandmarkets.com. Continued push to automate material handling, assembly, and distribution operations are key drivers. Another is the pressure from regulatory changes forcing adoption of conveyors sporting gearless and other energy-efficient motor designs. Still another is […]
ABB expands severe duty motor line with Baldor-Reliance Severe Duty XT motor
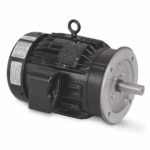
The Baldor-Reliance Severe Duty XT motor is a true severe duty motor that bridges the gap between the ABB’s Baldor-Reliance General Purpose and XEX premium severe duty motor lines. “When it comes to performance, the Severe Duty XT is a versatile option for what the industry expects as severe duty,” said Matt Rodebush, ABB’s NEMA […]
Costa to lead ABB’s global Mechanical Power Transmission Div./Dodge

ABB has named company veteran Roger Costa as president of its global Mechanical Power Transmission Division, also known as the Dodge business. “ABB’s recognition as a global leader in the mechanical business stems from a strong culture that focuses on customer experience,” Costa said. “I look forward to joining a team that values that culture. […]
ABB’s new AC motors offer power-dense, water cooled design
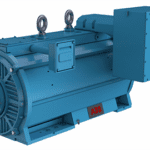
ABB’s AXW 5000 and 5800 motors offer more horsepower per pound than conventional totally enclosed fan cooled (TEFC) motors but with a smaller frame size. This helps save space, up to 8 in. in overall length in some cases, which enables more compact installations. Advantages of AXW motors include higher power densities, smaller overall footprint […]
Above NEMA NXR 7100 motors offer power-dense design

ABB’s Above NEMA (ANEMA) NXR 7100 motors offer more horsepower per pound than conventional TEFC (totally enclosed fan cooled) motors, but with a smaller frame size in some power ratings. This helps save space, up to 8 in. in overall length in some cases, which enables more compact installations for industrial applications. The NXR 7100 […]
UAFS, ABB introduce inaugural Youth Apprenticeship Program

The University of Arkansas – Fort Smith has partnered with ABB to introduce the first Youth Apprenticeship Program for advanced manufacturing in the state of Arkansas. The collaborative program was launched at the Fort Smith Area Chamber of Commerce Signing Day on May 3 when nine students from six local high schools officially joined ABB […]