
Portescap is unveiling its latest motion innovations to come from its Voice of the Customer product development process. Voice of the Customer harnesses the company’s customers’ technical insights and turns them into innovative motion products that solve complex problems for their critical applications. Customer collaborations have sparked various different Portescap product platforms, and all of […]
Linear Motion
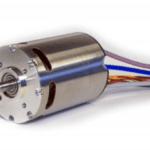
Integrated connector option for AMETEK hybrid actuators

Haydon Kerk Pittman, a business unit of AMETEK’s Advanced Motion Solutions Division, announces that its size 8 21-mm hybrid stepper motor is now available with an integrated connector. Offered alone or with a harness assembly, the connector is RoHS-compliant and features a positive latch to allow high connection integrity. The connector is rated up to […]
What are Sawyer motors and where are they used?
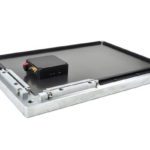
Originally named for Bruce Sawyer, who patented the design in 1968, Sawyer motors are a type of planar motor, and are sometimes referred to as “dual-axis linear stepper motors” since they use stepper motor technology and the moving part can travel in both the X and Y directions. Like other planar motor designs, Sawyer motors […]
Direct-drive actuator with high torque density for more productive robots and machines
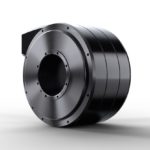
Genesis Robotics & Motion Technologies announces the availability of its new LiveDrive LDD 1800 Series Direct Drive Actuators, with an extensive range of configurations and performance options. LiveDrive direct-drive actuators eliminate the need for gearing and are redefining the next generation of parallel robots and precision machinery, unlocking capabilities beyond the reach of conventional drivetrains, […]
New miniature linear voice coil motors from Moticont

The new LVCM-010-013-01 linear voice coil motor from Moticont is only 0.375 in. (9.5 mm) in diameter and the length at mid-stroke is just 0.81 in. (20.7 mm) long. However, this new miniature voice coil motor has a high force-to-size ratio with a continuous force of 1.0 oz (0.28 N), a peak force of 3.2 […]
Linear actuator speeds certification of ventilators in fight against COVID-19
Responding to an urgent need for medical ventilators for health professionals in Canada, StarFish Medical – Canada’s leading medical device design and development firm – called on NSK to quickly deliver up to 7,500 Monocarrier linear actuator assemblies for use in their Winnipeg 2.0 Ventilator. In early Spring 2020, the Canadian government announced Canada’s Plan […]
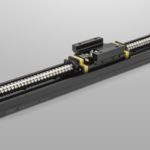
350 mm aperture motorized rotary actuators
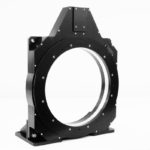
ServoBelt Rotary Stage offers an economical solution for a variety of light and medium-duty rotary motion applications. It features very large clear aperture of 350 mm and provides arc-second resolution when driven from a micro-stepping or brush-less servomotor controller. The low profile design is made possible by the use of compact precision bearing. The rotating […]
New precision linear stage family for ultra high vacuum applications

PI (Physik Instrumente) LP has introduced a new high precision linear translation stage family for High Vacuum (HV) and Ultra High Vacuum (UHV) applications. The L-509 vacuum stage series is offered for 3 different vacuum levels: 10-6 hPa, 10-7 hPa, and 10-9 hPa. Linear motion ranges of 26mm, 52mm, and 102mm are available. The precision-ground […]
Thomson electro-hydraulic linear actuators optimize force density and shock resistance

Thomson Industries, a leading manufacturer of linear motion solutions, has introduced an electro-hydraulic actuator that has the strength of hydraulic cylinders but without their complex external assemblies or extensive fluid handling requirements. Thomson Warner Linear H-Track actuators move loads of up to 4800 pounds from a compact mounting envelope. The actuators are ideal for space-constrained […]
Automation putting faster in the fast-food industry

To the relief of those who are indecisive at the drive through, McDonald’s Corp. will soon be ramping up its use of voice-activated order taking. That’s according to a Wall Street Journal report last year — which also details how designs coming to the restaurant also include automatic systems to operate the deep fryers for […]